Polyamid 12 (PA 12) ist ein steifer, hochfester Kunststoff, der speziell für die additive Serienfertigung entwickelt wurde. PA 12 | Classic ist unsere Standardvariante und seit 2017 durchgehend im Portfolio.
Das von HP unter dem Handelsnamen „HP 3D HR PA 12“ vertriebene Pulver wird im Multi Jet Fusion-Verfahren verarbeitet. Das resultierende Bauteil überzeugt durch hohe mechanische Festigkeit sowie thermische und chemische Beständigkeit – bei gleichzeitig attraktiven Stückkosten.




Kurzinfos
Technologie
Multi Jet Fusion
Farben
grau
schwarz (gefärbt)
Bauraum
mind. 10 mm
max. 380 mm
Produktionszeit
4 Arbeitstage (Prio)
6 Arbeitstage (Standard)
12 Arbeitstage (Flex)
Genauigkeit
± 0,3 %
(min. ± 0,3 mm)
PA 12 | Classic – unsere bewährte Standardvariante
Aus dem Rohmaterial „HP 3D HR PA 12, enabled by Evonik“ fertigen wir drei Varianten:
- PA 12 | Classic – bewährte Standardqualität
- PA 12 | Essential – kostenoptimierte Einstiegslösung
- PA 12 | Performance – optimiert für höchste Ansprüche
PA 12 | Classic ist unsere älteste Variante und seit 2017 durchgehend im Einsatz. Hunderttausende Serienteile belegen ihre Zuverlässigkeit. Gedruckt wird im von HP bereitgestellten „Balanced Mode“ mit 80 µm Schichtstärke, dem weltweit am häufigsten genutzten Druckprofil für die Multi Jet Fusion-Technologie.
Warum Classic?
- Ausgewogenheit – optimale Balance aus Kosteneffizienz und reproduzierbarer Bauteilqualität.
- Prozesssicherheit – bewährte Parameter, auf die sich Serienfertiger verlassen.
- Breites Einsatzspektrum – empfohlen für funktionskritische Bauteile in Anlagen, Fahrzeugen, Geräten u. v. m.
Damit positioniert sich PA 12 | Classic mittig zwischen der besonders preisgünstigen Essential-Variante und der leistungsgesteigerten Performance-Ausführung – die clevere Wahl für wirtschaftliche Serienproduktion ohne Kompromisse bei der Qualität.
Materialeigenschaften von PA 12 | Classic
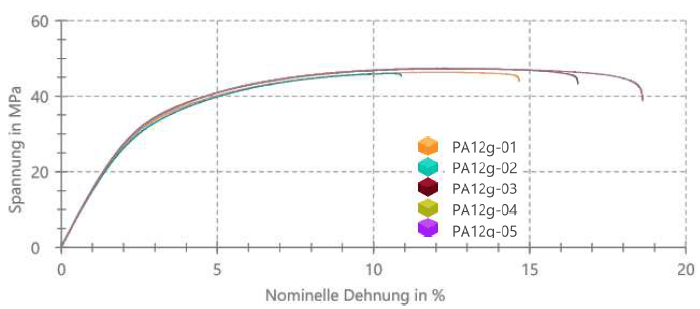
Mechanische Eigenschaften
Polyamid 12 | Classic ist ein fester, sehr belastbarer und langlebiger Kunststoff. Die Materialeigenschaften sind weitgehend isotrop (gleiche mechanische Kennzahlen in alle Orientierungen). Je dünner die Wandstärken ausgelegt werden, desto höher ist die Flexibilität, insbesondere bei Wandstärken von 1 mm oder geringer.
- Zugfestigkeit: ~ 48 ± 5 MPa
- Bruchdehnung: 13 ± 6 %
- E-Modul: 1.500 ± 200 MPa
- Dichte: ~0,9 – 1,0 g /cm³ (geometrieabhängig)
Thermische Eigenschaften
Für Dauerbelastungen sollten 95 °C nicht überschritten werden. Für kurzzeitige Belastungen sind geometrieabhängig bis max. 120 °C möglich. Insbesondere bei dünnen Wandstärken (< 2 mm) und/oder gleichzeitiger mechanischer Belastung ist die Belastbarkeit herabgesetzt.
- Wärmeformbeständigkeitstemperatur (HDT) bei 0,45 MPa: 175 °C
- Wärmeformbeständigkeitstemperatur (HDT) bei 1,82 MPa: 95 °C

Oberflächeneigenschaften
Das im Multi Jet Fusion verarbeitete Ausgangsmaterial Polyamid 12 liegt im Rohzustand als Pulver vor. Dadurch ergibt sich eine leicht raue Oberfläche, ähnlich wie bei einem feinen Sandpapier. Die im 3D-Druck typischen Treppenstufeneffekte (Drucklinien) sind bei flachen Winkeln (bis ca. 15°) sichtbar und recht fein, da die Schichtstärke lediglich 80 µm beträgt.
- Rauigkeit Ra Unterseite: 5 ± 2 µm
- Rauigkeit Ra Oberseite: 10 ± 2 µm
- Rauigkeit Ra Schräge (45°): 8 ± 2 µm

Farbe
Im 3D-Druckprozess (mehr Details zu Multi Jet Fusion) wird das weiße PA 12 Pulver mit einer schwarzen Farbe versehen. Die Bauteile sind somit im Inneren vollständig schwarz. An der Oberfläche verbleibt ein Weißanteil, der u.a. aus angesinterten weißen Pulverkörnern besteht. Dies ergibt die typische graue Produktionsfarbe. Technisch bedingt ist diese eher inhomogen mit hellen und dunklen Bereichen.
Optional ist eine schwarze Tauchfärbung möglich, bei der der verbleibende Weißanteil pigmentiert wird. Es entstehen homogene, vollständig (d.h. auch im Inneren) schwarze Bauteile.
Downloads
- Materialdatenblatt: Materialdatenblatt PA 12
- RoHS/Reach: RoHS/REACH certificate
- Brennbarkeit: UL 94 and UL 746A Certification
- UV-Stabilität: Accelerated Weathering Test
- Chemische Beständigkeit: Chemical-Compatibility-with-Automotive-Fluids
- Übersicht regulatorische Anforderungen: Summary of Regulatory Compliance and Environmental Attributes
- Biokompatibilität: USP Class I-VI and FDA Intact Skin Surface Devices Certification
- Anwendung für Spielzeuge: Statement of Composition for Toy Applications
Fertigungstoleranz

Die Allgemeintoleranz für Polyamid 12 | Classic beträgt ± 0,3 mm bis 100 mm Außenmaß, darüber ± 0,3 %. Bei großflächigen, flachen Geometrien kann darüber hinaus Verzug auftreten.
Nachbearbeitung von PA 12 | Classic

Schwarzfärbung & Shot Peening
Für Sichteile empfohlen: Tauchfärbung und anschließende Oberflächenverdichtung für eine optisch und haptisch hochwertige Oberfläche
Hinweise zur Bestellung
- Lieferzeit: + 1 Arbeitstag
- Preis: Stückzahl- und größenabhängig, typische Stückkosten von ca. EUR 1 – EUR 10 zzgl. MwSt.
- Maximale Größe: 350 x 250 x 150 mm
Mehr Informationen finden Sie auf unserer Seite Tauchfärbung. Bunte Farben sind mit dem weißen PA 12 | White möglich.

Vapor Smoothing (Chemische Glättung)
Chemische Oberflächenbearbeitung, bei der eine porenfreie Oberfläche mit einer reduzierten Rauigkeit entsteht. Wesentliche Anwendungsfälle sind flüssigkeits- oder gasführende Komponenten, Bauteile, bei denen eine leichte Reinigung notwendig ist (Medizin, Reinraum) oder als Grundlage für nachfolgende Beschichtungsprozesse (Reduktion „Ausgasen“, Reduktion Porosität, Glättung).
Hinweise zur Bestellung
- Lieferzeit: + 3 Arbeitstage
- Preis: Stückzahl- und größenabhängig, typische Stückkosten von ca. EUR 5 – EUR 10 zzgl. MwSt.
Weitere Informationen finden Sie unter Chemische Glättung.

Lackierung
Beim Nasslackieren wird ein für Polyamid 12 spezifischer Lack aufgetragen.
Hinweise zur Bestellung
- Lieferzeit: + ca. 2 Wochen
- Preis: stark abhängig von Größe und Stückzahl. Hinweis: Der Mindestumsatz für die Bearbeitung beträgt EUR 100,- zzgl. MwSt.
Erfahren Sie mehr auf unserer Seite Lackierung.
Designhinweise
Ein kurzer Überblick über die wichtigsten Regeln für die Konstruktion Ihrer additiven gefertigten Bauteile. Detailliertere Informationen und Tutorials zur Konstruktion für den 3D-Druck finden Sie hier.

Minimale Wandstärken
Die minimale Wandstärke sollte nicht geringer als 0,7 mm sein. Bei längeren Objekten/Flächen oder für Objekte, die mechanischen Belastungen ausgesetzt sind, sollten Sie die Wandstärke erhöhen.

Hohlräume
Ausgehöhlte Objekte können gedruckt werden, es müssen allerdings Öffnungen (min. 10 mm Durchmesser) eingefügt werden, damit überschüssiges Material entfernt werden kann. Bei größeren Hohlräumen sollten Sie mehrere Öffnungen einplanen. Das Ausgangsmaterial wird während des Druckvorganges verdichtet, überschüssiges Material ist daher sehr schwierig zu entfernen.

Abstände
Halten Sie einen Abstand von min. 0,5 mm für Rillen oder nahe beieinander liegende Wände ein. Einzelne Objekte („Shells“) müssen stets als eigene Datei hochgeladen werden, sofern sie nicht fest miteinander verbunden sind.

Auflösung
Details bis zu einer Größe von ca. 0,5 mm können dargestellt werden.

Verzahnte Objekte
Ineinander verzahnte Objekte können gedruckt werden. Beachten Sie bitte den Mindestabstand zwischen den Objekten von min. 0,5 mm. Beachten Sie auch, dass die entsprechenden Bereiche zugänglich sind, um überschüssiges Materialpulver entfernen zu können.

Größe
Das Objekt sollte nicht größer als 370 x 274 x 380 mm sein.
Preise

Angebot
Ein Sofortpreisangebot für Ihr Modell erhalten Sie in unserem online 3D-Druck Service.
Berechnung
Die Preise berechnen sich u.a. abhängig von Maschinenvolumen, Modelloberfläche und Materialeinsatz.
Express-/Prio-Zuschlag ca. 25 %
Mindestumsatz
EUR 50,- zzgl. MwSt. (EUR 59,50 inkl. MwSt.) / Bestellung
Rabatte
Bei höheren Stückzahlen ist eine signifikante Reduktion ggü. dem Standardpreis möglich, abhängig von Stückzahl, Bauteilgröße und -geometrie.
