3Faktur Online 3D Druck Service
Hier erhalten Sie eine kurze Zusammenfassung vom Angebot in unserem 3D Druck Service sowie Hinweise zum Bestellprozess und technische Informationen zur Konfiguration in unserem Online-Kalkulator. Ausführlichere Informationen erhalten Sie auf den jeweiligen Detailseiten.
Inhaltsverzeichnis
1) Bestellprozess
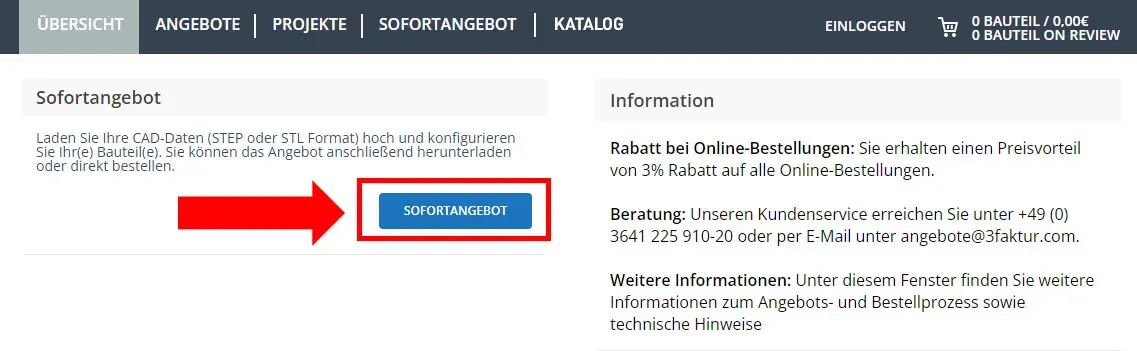
Eine detaillierte Anleitung zum Bestellprozess finden Sie hier: Angebots & Bestellprozess.
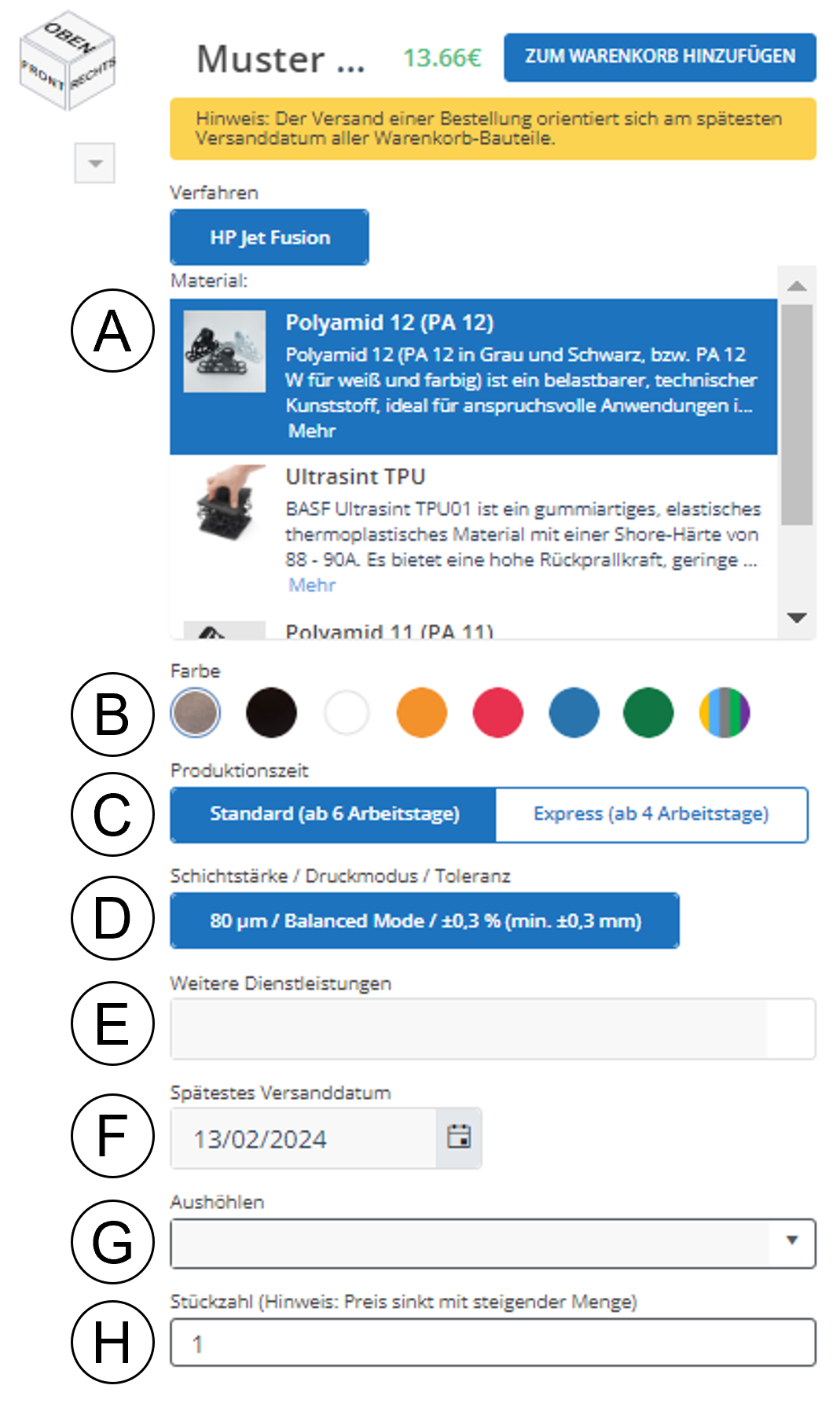
Schritt 2: Konfiguration
Konfigurieren Sie Material, Farbe, Produktionszeit, Stückzahl und optional weitere Services wie Oberflächenbearbeitung o.ä.
Schritt 3: Optional: Online-Angebot herunterladen
Nach Hinzufügen des Bauteils oder der Bauteile zum Warenkorb können Sie Ihr Angebot als PDF herunterladen. Bei selbst erstellten Angeboten gelten die Online-Preise, auch wenn Das Angebot später durch Ihren Einkauf ausgelöst wird.
Gehen Sie dafür zum Warenkorb und klicken Sie auf „Online-Angebot herunterladen“. Für diesen Vorgang ist ein Login in Ihren Account erforderlich.

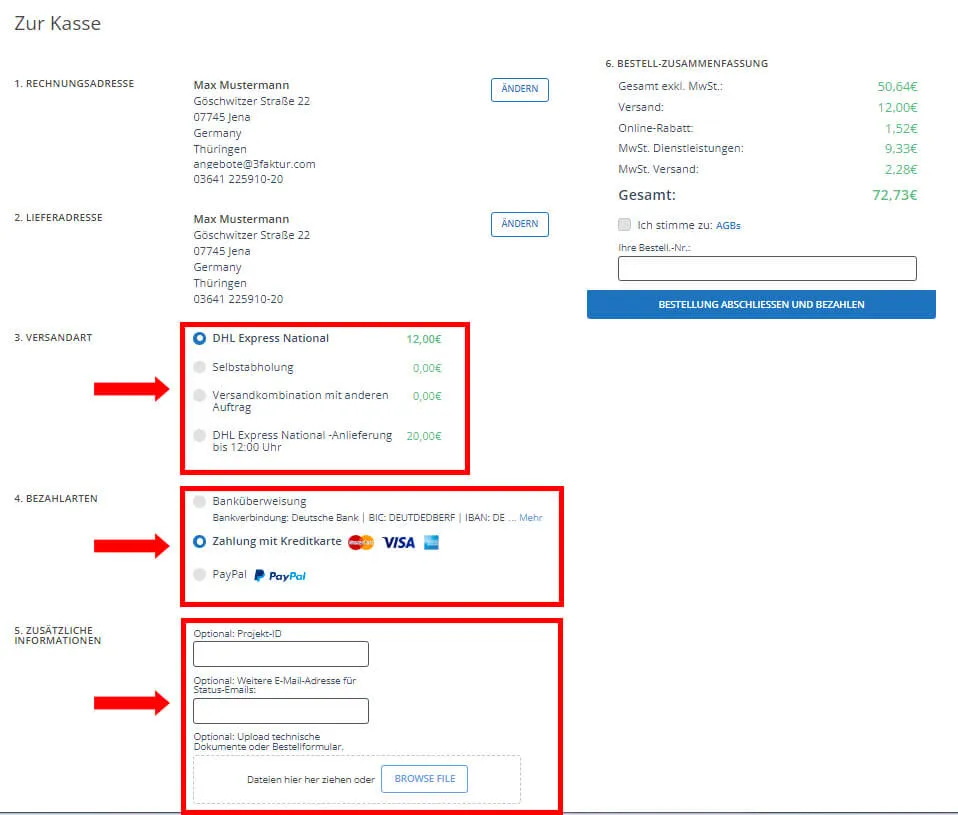
Schritt 4: Check-Out
Durch Klick auf „Zur Kasse“ gelangen Sie zum Check-Out. Dort geben Sie Ihre Daten ein (Rechnungs- und Lieferadresse), wählen eine Zahlungsart bestätigen AGBs und Datenschutz und bestätigen Ihre Bestellung.
2) Materialien & Farbe
2a) Material
Mehr Informationen zu unseren Materialien für unseren 3D Druck Service finden Sie auf der Seite Übersicht Materialien. Alle der Materialien werden in dem Pulverbett-3D-Druck-Verfahren Multi Jet Fusion hergestellt.
PA 12 (Polyamid 12)

Polyamid 12 ist ein sehr leistungsfähiger „Allround“ Kunststoff und für ein breites industrielles Einsatzspektrum geeignet. Das Material liegt in fünf Versionen in Weißer Grundfarbe vor. Die Kennzahlen der beiden sind vergleichbar.
BASF UltrasintTM TPU01

BASF Ultrasint TPU ist ein elastischer Kunststoff mit einer Shore-Härte von 88 – 90A. Das Material kommt zur Dämpfung, bei Griffen, Dichtungen, Orthesen, Greifern oder stark belasteten Gehäusen und Abdeckungen zum Einsatz.
Polyamid 11

PA 11, aus erneuerbaren Quellen, übertrifft PA 12 in Flexibilität und Schlagfestigkeit. Das Material besticht durch Zähigkeit und eignet sich ideal für Filmscharniere, Schnappverbindungen und robuste Orthesen.
2b) Farben
Grau

Grau ist die Produktionsfarbe und entsteht durch einen verbleibenden Weißanteil auf den sonst schwarzen Bauteilen. Das Grau ist technisch bedingt eher inhomogen und daher nicht für Sichtflächen empfohlen.
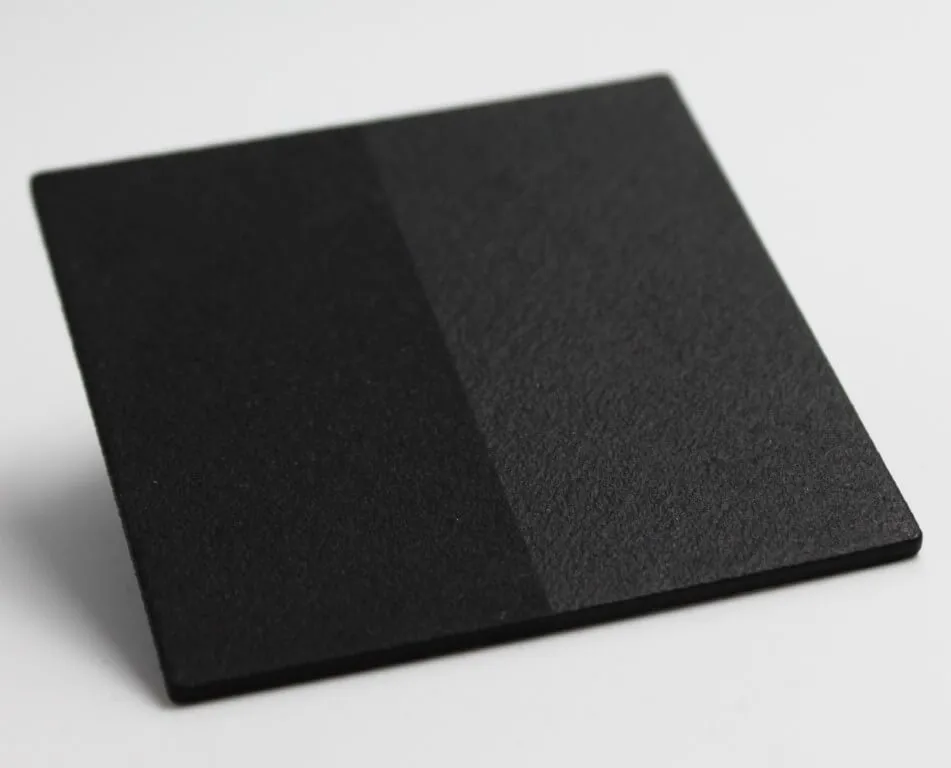
Schwarz

Der an der Oberfläche verbleibende Weißanteil wird über eine Tauchfärbung geschwärzt. Es handelt sich um eine Pigmentierung, ein Schichtauftrag findet nicht statt.
Weiß
Bauteile im Material PA 12 | White (in der Konfiguration unter PA 12 und Farbe Weiß) sind von den Kennzahlen her dem grauen Material sehr ähnlich. Das Weiß verfügt über einen leichten Blaustich und ist gegenüber UV Einwirkung sehr resistent.
Bunt

Für bunte Farben wird PA 12 | White mittels Dyemansion DeepDye Coloring eingefärbt. Standardfarben werden häufiger gefärbt und haben einen geringeren Mindestumsatz. Sonderfarben werden auf Kundenwunsch hin gefärbt, dadurch liegt der Mindestumsatz höher. Bei letzteren können Sie im Drop-Down die gewünschte Farbe auswählen.
3) Produktionszeit & Spätestes Versanddatum
Die Standardzeit gibt die normale Durchlaufzeit von Bestellung bis Versand in unserem 3D Druck Service an. Für einige Materialen bzw. Kombinationen sind Expressproduktionszeiten verfügbar. Für beide Optionen gilt die Deadline von Mittags 12:00 Uhr, für Bestellungen nach 12:00 Uhr gilt die angegebene Produktionszeit ab dem Folgetag.
Das späteste Versanddatum berechnet das voraussichtliche Versanddatum basierend auf der gewählten Produktionszeit. Für Bestellungen mit mehreren Positionen und Versanddaten gilt das jeweils Späteste.
4) Schichtstärke / Druckmodus / Toleranz
Bei der Angabe handelt es sich um allgemeine Angaben zum Druckverfahren und der Toleranz.
- Schichtstärke: Gibt die Höhe einer Schicht in Z-Richtung an. Diese variiert je Material und Druckmodus.
- Druckmodus: Die Druckmodi variieren je nach PA12-Materialvariante und sind auf den jeweiligen Detailseiten angegeben.
- Toleranz: Gibt die Allgemeintoleranz für das jeweilige Material an.
5) Weitere Dienstleistungen
5a) Oberflächenbearbeitung
Chemische Glättung
Bei diesem Verfahren wird mittels eines verdampften Lösemittels die Oberfläche geglättet und versiegelt. Sie können bei dem Verfahren die Auflagefläche wählen – ausführliche Informationen dazu finden Sie hier.
Mehr zur chemische Glättung (“Vapor Smoothing”).

Shot Peening
Shot Peening ist bei allen gefärbten Bauteilen im Preis enthalten und muss nicht separat bestellt werden. Mehr zum Shot Peening.
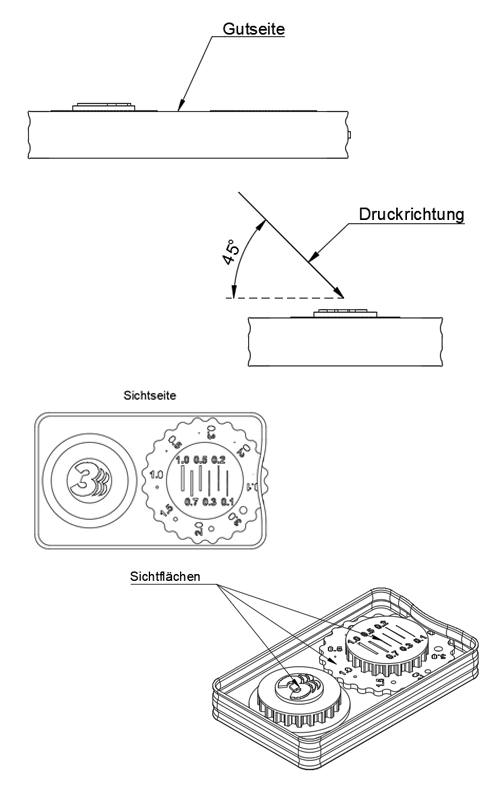
5b) Bauteilorientierung vorgeben
Sie haben die Möglichkeit, die Ausrichtung der Bauteile während des Drucks selbst festzulegen. Bitte laden Sie hierfür eine technische Zeichnung hoch, auf der die gewünschte Orientierung eindeutig, beispielsweise durch einen Pfeil, gekennzeichnet ist. Dieser Service wird Ihnen kostenfrei angeboten.
Wir möchten jedoch darauf hinweisen, dass diese Option in erster Linie für erfahrene Anwender der Multi Jet Fusion Technologie geeignet ist, da die Bauteilorientierung einen signifikanten Einfluss auf die Qualität des fertigen Bauteils hat.
Bitte beachten Sie, dass die Bauteilorientierung einen wesentlichen Einfluss auf die Bauteilqualität hat. Bei kundenseitig festgelegter Ausrichtung können unsere üblichen Standards hinsichtlich Maßhaltigkeit und Oberflächenqualität daher nicht garantiert werden.
5c) Qualität & Zertifikate
Als Standard können Sie einen Erstmusterprüfbericht, eine Werksbescheinigung (Prüfbescheinigung 2.2) oder ein Abnahmeprüfzeugnis (Prüfbescheinigung 3.1) über unseren 3D Druck Service beauftragen. Bei anderen Formaten oder Anforderungen kontaktieren Sie bitte unseren Kundenservice.
6) Aushöhlen
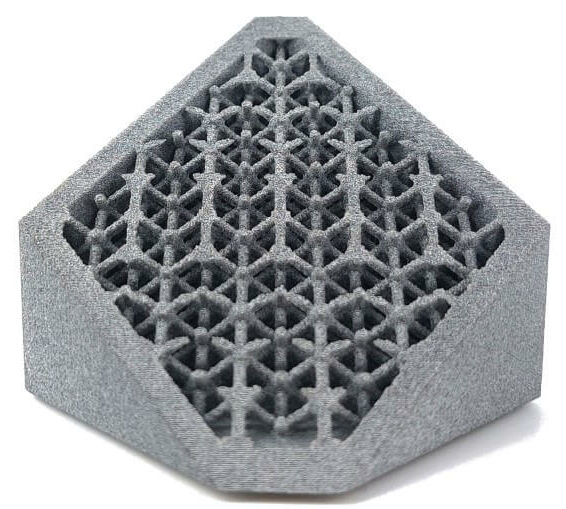
Bei massiven Geometrien mit hohen Wandstärken kann die beim 3D-Druck entstehende Prozesswärme zu Oberflächenschäden, Verzug oder Maßabweichungen führen. Um diese Risiken zu minimieren, werden solche Bauteile standardmäßig ausgehöhlt. In den Hohlräumen fügen wir ein zusätzlich ein Gitternetz (Lattice) ein, um die Wärme gleichmäßig abzuleiten und die Shell zu stabilisieren.
- Außenhaut (Shell): Geschlossene Struktur, die Form und Maßhaltigkeit definiert.
- Innenraum / Pulverkern: Im Inneren verbleibt kompaktiertes, leicht versintertes PA-12-Pulver mit geringerer Dichte und Bindung als die Außenhaut, verstärkt mit einer Gitternetzstruktur.
Shell-Dicken nach Material-Vatianten:
- PA 12 | Classic:
- Richtwert Shell-Dicke: ca. 3 mm
- Vollkörper auf Wunsch möglich, jedoch mit den oben genannten Qualitätsrisiken.
- Alle anderen PA 12 Varianten:
- Richtwert Shell-Dicke: ca. 2,0 mm
- Aushöhlen zwingend erforderlich (außer PA 12 | Performance), da massive Körper in diesen Modi nicht prozesssicher herstellbar sind.