Eine der herausragenden Stärken des 3D-Drucks ist die nahezu unbegrenzte Gestaltungsfreiheit, die er bei der Erstellung von Werkstücken bietet. Trotz dieser enormen Flexibilität gibt es dennoch gewisse Restriktionen und Vorgaben, die beachtet werden müssen, um optimale Druckergebnisse zu erzielen. In diesem Kapitel haben wir die derzeit wichtigsten Konstruktionsanforderungen für Sie zusammengestellt. Sie sind unerlässlich, um den 3D-Druckprozess reibungslos zu gestalten und sicherzustellen, dass die gedruckten Objekte korrekt und qualitativ hochwertig dargestellt werden.
Kapitel 3: Grundlegende Konstruktionsanforderungen
3.1 Wandstärken
Das Multi Jet Fusion Verfahren ermöglicht die Realisierung sehr dünner Wandstärken. Um stabile und reproduzierbare Ergebnisse zu gewährleisten, empfehlen wir die Grenzen des Machbaren in der Konstruktion nicht auszureizen. Die Bauteile müssen nach dem Druckprozess intensiv bearbeitet werden, um sie vom Restpulver zu befreien. Besonders dünne Wandungen brechen hierbei sehr schnell. Es ist daher ratsam, einen gewissen Sicherheitsspielraum bei der Wandstärke einzuplanen.


Polyamid 12
Multi Jet Fusion
- Minimale Wandstärke:
- PA12, Qualitätsstandard Qualitätsoptimiert; 0,5 mm (empfohlen 1,0 mm)
- PA12, Qualitätsstandard Kostenoptimiert („Economy“); 1,0 mm
- Hinweis: Soll das Bauteil möglichst wasserdicht sein, sollten Sie die Wandstärke auf min. 2 mm erhöhen.
- Empfohlener Stegdurchmesser:
- 1 mm, wir empfehlen jedoch 2 mm.
- Hinweis: Eine Produktion unterhalb von 1 mm Durchmesser erfolgt auf eigene Gefahr.
TPU
Multi Jet Fusion
- Minimale Wandstärke: 1 mm (in alle Richtungen).
- Empfohlene Wandstärke: 1,5 mm (in alle Richtungen).
- Empfohlener Stegdurchmesser: 1 mm, wir empfehlen jedoch 2 mm.
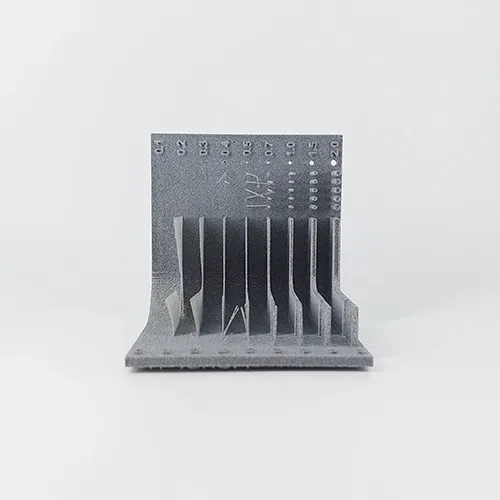
Druckbeispiel Wandstärken PA12
An dem Musterbauteil lässt sich erkennen, dass sehr dünne Elemente wenig stabil sind. Diese können bereits beim Druck oder in der darauffolgenden Nacharbeit beschädigt werden. Für ein stabiles, replizierbares Ergebnis empfehlen wir eine Mindestwandstärke von 1 mm.
3.2 Minimale und maximale Objektgröße
Die maximale Bauraumgröße beträgt 380 × 380 × 284 mm. Für ein optimales Ergebnis empfehlen wir, das Bauteil in X & Y um min. 10 mm kleiner als den Bauraum zu gestalten (d.h. max. 274 x 370 mm). In Z-Richtung kann die volle Höhe ausgeschöpft werden.
Die Auflösung bei sehr kleinen Bauteilen ist im Multi Jet Fusion Verfahren nicht sehr gut. Mindestens eine Dimension des Bauteils sollte >10 mm sein. Bei nur wenigen mm großen Bauteilen empfehlen sich ggf. andere additive Fertigungsmethoden.
3.3 Schriftgrößen
Details, Buchstaben, Schriftzeichen und Logos können in Form von Prägungen (Aufprägung) oder von Gravuren realisiert werden. Gravuren haben den Vorteil, dass dünne Elemente nicht so leicht abbrechen, daher empfehlen wir grundsätzlich eine Gravur.
Gravur
- Minimaler Abstand zwischen zwei Elementen: 0,5 mm
- Tiefe der Gravur: min. 0,5 mm
Aufprägung
- Minimale Strukturbreite: 0,5 mm
- Höhe der Aufprägung: 0,5 – 1 mm

Für Ausprägungen und Gravuren empfehlen wir eine Mindestbreite der Elemente von 0,5 mm. Dünnere Elemente können bei Ausprägungen brechen und bei Gravuren nicht korrekt dargestellt werden (Verschmelzen der Elemente).
3.4. Bohrungen und Kanäle
LÖCHER/ÖFFNUNGEN
Falls Sie Vertiefungen/Löcher in Ihrem Objekt haben sollten, stellen Sie sicher, dass das Loch mindestens einen Durchmesser von 1 mm hat. Bei der Tiefe beachten Sie bitte das Maximum von 5 – 7 cm.
KANÄLE
Als Kanäle bezeichnen wir Aussparungen, die in einem Objekt liegen (vollständig von Material umgeben) und meist Kurven/Richtungsänderungen beinhalten. Das Materialpulver kann nur schwer aus den Kanälen entfernt werden. Eine praktikable Möglichkeit besteht darin, ein dünnes Objekt in den Kanal hinein zu konstruieren. Dieser „Draht“ wird anschließend herausgezogen und dann kann das restliche Material aus dem Kanal entfernt werden. Allerdings dürfen bei dieser Methode die Winkel und Kurven nicht zu spitz sein, da das Objekt sonst leicht reißen kann (Abbildung). Hier empfiehlt sich eine vorherige Beratung.


3.5. Hohlräume
Hohlräume, aus denen überschüssiges Material entfernt werden soll, benötigen Öffnungen von mindestens 10 mm Durchmesser. Das überschüssige Material ist sehr fest und muss mechanisch entfernt werden, daher ist eine ausreichend große Öffnung notwendig.
Bei sehr großen, bzw. schwer zugänglichen Bereichen sollten mehrere Öffnungen vorgesehen werden.
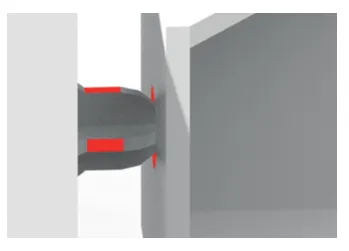
3.6 Fügen von Objekten
Große Objekte können zerlegt und nach dem 3D-Druck gefügt werden. Dieser Vorgang kann durch eine vorausschauende Konstruktion unterstützt werden. Bitte planen Sie für die ineinandergreifenden Bauteile einen Abstand von ca. 0,6 mm (geometrieabhängig) ein. Um die Stabilität zu erhöhen, können Sie Klebestrukturen (Abbildung links) vorsehen.
Wir bitten Sie um Verständnis, dass das Fügen nicht zu unseren Dienstleistungen gehört. Sollten Sie diesen Vorgang selbst übernehmen, können Sie Cyanoacrylat oder Epoxid (ggf. auch Polyurethan) basierte Klebstoffe verwenden. Beispiele:
Geringe mechanische Belastung: Verbinden von PA12 miteinander und auf andere Oberflächen (z.B. Metall): Loctite 3D Printing Universal Bonder
Starke mechanische Belastung: z.B.
Die o.g. Produkte sind lediglich Beispiele, selbstverständlich können Sie ähnliche Produkte anderer Hersteller verwenden.
Quelle: HP

Quelle: HP
