Der Part Manufacturing Record macht sichtbar, wie ein additiv gefertigtes Bauteil tatsächlich produziert wurde. Im Fokus stehen die technischen Faktoren, die Bauteilqualität und Reproduzierbarkeit beeinflussen. Additive Fertigung bietet viele Freiheitsgrade: Bauteilorientierung, Anlagenplattform, Print Mode, Abkühlstrategie, Bauraumnutzung, Materialzustand und Nachbearbeitung können das Ergebnis verändern. Für Serienbauteile reicht es deshalb nicht, nur Material und Verfahren zu nennen.
- Prozessentscheidungen dokumentieren
- Materialqualität sicherstellen
- Nachbearbeitung einordnen
- Qualitätssicherung sichtbar machen
- Wiederholbarkeit unterstützen
1 Bauteil-Orientierung
Die Build Orientation beschreibt, wie ein Bauteil im Bauraum positioniert wird. Diese Entscheidung beeinflusst Oberfläche, Maßhaltigkeit, thermischen Verzug, mechanisches Verhalten und Wiederholbarkeit.
Bei Multi Jet Fusion ist die Orientierung eine zentrale Prozessentscheidung. Sie bestimmt, welche Flächen nach oben, unten oder seitlich im Bauraum liegen, in welcher Richtung Schichten aufgebaut werden und wie sich Wärme während des Prozesses verteilt.
1.1 Einfluss der Bauteilorientierung auf Oberfläche und Maßhaltigkeit
Klicken Sie auf die Bereich, die Sie interessieren
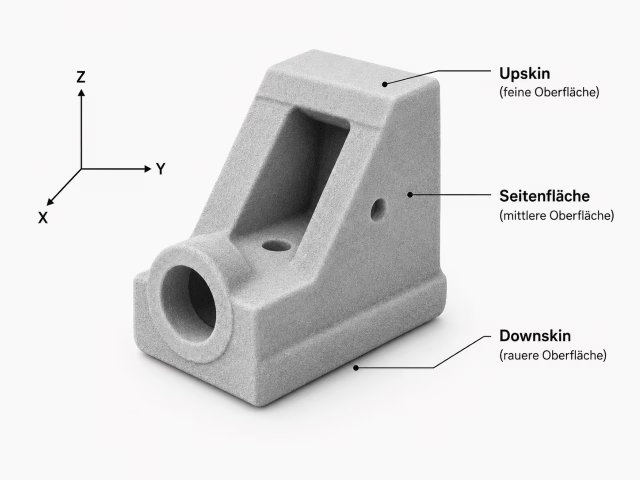
Die Orientierung bestimmt, welche Flächen als Upskin, Downskin oder Seitenfläche entstehen. Da diese Bereiche im MJF-Prozess unterschiedlich belichtet, erwärmt, mit flüssigkeit benetzt und vom Pulver gestützt werden, unterscheiden sich Oberflächenstruktur und Detailbild. Zusätzlich kann der Winkel zur Schichtebene sichtbare Treppenstufeneffekte verstärken oder reduzieren.
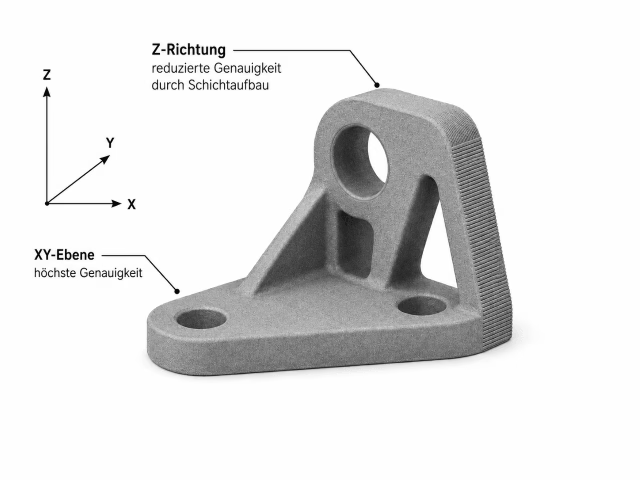
Die Maßhaltigkeit ist in der XY-Ebene typischerweise besser kontrollierbar als in Z-Richtung, da die Z-Richtung durch den schichtweisen Aufbau geprägt ist. Funktionsflächen, Bohrungen oder Passbereiche sollten daher so orientiert werden, dass kritische Maße möglichst stabil gefertigt werden können.
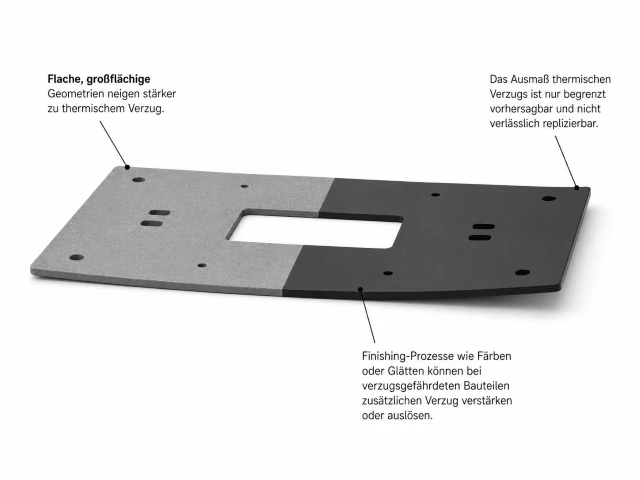
Während des Drucks und der Abkühlung entstehen Temperaturunterschiede im Bauteil und im umgebenden Pulver. Je nach Orientierung verteilt sich Wärme anders über Wandstärken, Flächen und massive Bereiche. Dadurch kann die Orientierung Verzug reduzieren oder ungünstig verstärken.
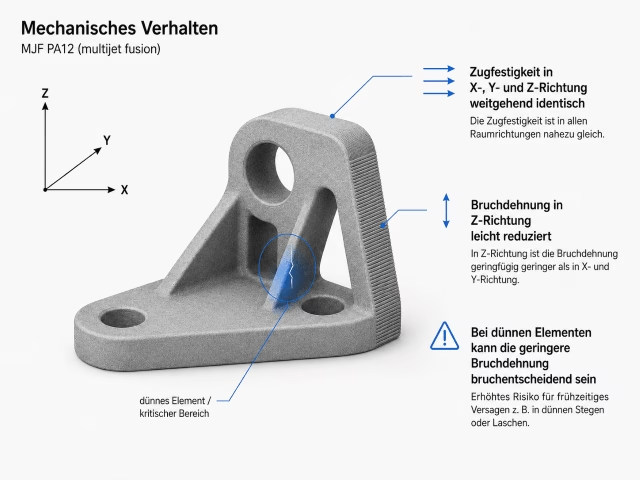
Additiv gefertigte Bauteile können richtungsabhängige Eigenschaften zeigen, weil sie schichtweise aufgebaut werden. Die Orientierung beeinflusst daher, wie Lasten relativ zur Schichtrichtung wirken. Für belastete Bereiche ist relevant, ob Kräfte eher entlang stabiler Bauteilachsen oder ungünstig quer zur Aufbaurichtung eingeleitet werden.
Eine platzsparende Orientierung erhöht die Packungsdichte im Bauraum und kann die Fertigungskosten senken. Diese wirtschaftliche Optimierung ist jedoch nicht immer identisch mit der besten technischen Orientierung, weil Sichtflächen, Funktionsflächen oder Verzugsrisiken anders priorisiert werden können.

Für Serienbauteile ist nicht nur eine gute Einzelorientierung wichtig, sondern eine konsistente Wiederholung über mehrere Produktionsläufe. Wenn Orientierung und Positionierungslogik stabil bleiben, lassen sich Oberflächenbild, Maßverhalten und Prozessbedingungen besser reproduzieren.

Die beste Orientierung hängt von der Bauteilgeometrie und den gewünschten Eigenschaften ab. Eine schräge Orientierung kann die Oberflächenqualität verbessern, aber Maßhaltigkeit, Bauraumnutzung oder Reproduzierbarkeit verschlechtern. Eine platzsparende Orientierung kann Kosten senken, ist aber nicht automatisch die beste Wahl für Sichtflächen oder Maßhaltigkeit.
1.2 Wie 3Faktur orientiert
PA 12 | Classic / Performance
Qualitätsoptimierte Orientierung mit möglichst guter Balance aus Oberflächengüte, Maßhaltigkeit und Prozessstabilität.
PA 12 | Essential
Kostenoptimierte Orientierung. Konsistent über Batches hinweg, aber innerhalb sinnvoller Optionen häufiger platzsparend.
PA 12 | Smooth
Orientierung mit Fokus auf Oberflächenhomogenität und nachgelagerte Oberflächenqualität.
1.3 Wiederholproduktionen
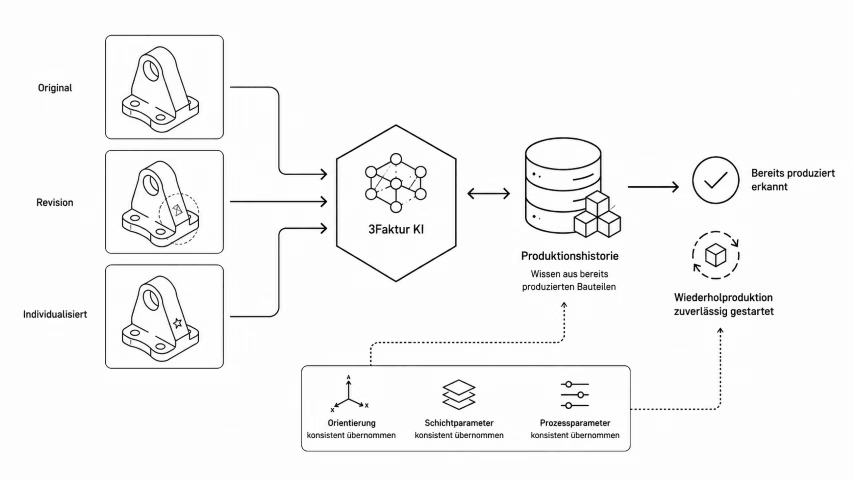
Für Wiederholproduktionen ist Konsistenz entscheidend. Bauteile, die bereits bei 3Faktur produziert wurden, sollen bei späteren Bestellungen möglichst identisch hergestellt werden – auch bei neuen Revisionen oder individualisierten Varianten.
3Faktur hat dafür eine eigene Softwarelösung entwickelt, die Bauteile im Arbeitsvorbereitungsprozess wiedererkennt. Mithilfe von eigens entwickelten KI-Methoden werden geometrische Ähnlichkeiten zwischen Bauteilen identifiziert. So lässt sich zuverlässig erkennen, ob ein Bauteil oder eine vergleichbare Variante bereits produziert wurde.
Wird ein Treffer erkannt, werden Orientierung sowie relevante Schicht- und Prozessparameter aus der Produktionshistorie konsistent übernommen. Dadurch werden Wiederholproduktionen reproduzierbarer, effizienter und weniger abhängig von manuellen Entscheidungen.
2 Prozessparameter
Die Production Parameters beschreiben wesentliche Prozessbedingungen des Produktionslaufs. Sie zeigen, mit welcher Anlagenplattform und unter welcher Prozessstrategie das Bauteil gefertigt wurde.
Diese Angaben sind relevant, weil additive Fertigung stark prozessabhängig ist. Gleiche Geometrie und gleiches Material führen nicht automatisch zum gleichen Ergebnis, wenn Anlagenplattform, Print Mode, Abkühlung, Bauraumnutzung oder Nachbearbeitung unterschiedlich sind.
| Parameter | Beschreibung | Bedeutung |
|---|---|---|
| Machine Platform | Eingesetztes industrielles 3D-Drucksystem. | Teil des qualifizierten Prozessfensters; beeinflusst Materialvariante, Prozessstrategie und reproduzierbare Qualität. |
| Print Mode | Gewählte Prozessstrategie innerhalb der jeweiligen Maschinen- und Materialkombination. | Macht sichtbar, ob der Produktionslauf eher auf Produktivität, Robustheit oder Balance ausgelegt wurde. |
| Cooling Strategy | Kontrollierte Abkühlung nach dem Druck. | Die Abkühlung ist Teil des Fertigungsprozesses, nicht nur Wartezeit nach dem Druck. |
| Layer Thickness | Schichtstärke im Druckprozess. | Beeinflusst Detailauflösung, Oberfläche, Treppenstufeneffekte, Prozesszeit und Prozessstabilität. |
| Build Density | Ausnutzung des Bauraums. | Der Bauraum ist ein thermisches und wirtschaftliches System; die Auslastung beeinflusst Kosten und Prozessbedingungen. |
| Manufacturing History | Abgleich mit früheren Produktionsläufen. | Wiederholbarkeit entsteht durch kontrollierte Wiederverwendung bewährter Produktionsentscheidungen. |
| Lattice Structure | Dokumentation von Gitter- oder Leichtbaustrukturen. | Relevanz für Gewicht, Steifigkeit, Dämpfung, Reinigbarkeit und technische Bewertung. |
| Post Processing | Dokumentierte Nachbearbeitungsschritte. | Das gelieferte Bauteil ist das Ergebnis aus Druck und Nachbearbeitung; beides gehört zur Produktionsrealität. |
Print Mode
Balanced
Ausgewogene Prozessführung. Ziel ist ein stabiler Serienprozess mit guter Bauteilqualität und wirtschaftlicher Fertigungszeit.
Schichtstärke: 80 µm
Varianten:
PA 12 | Classic
PA 12 | White
PA 12 | Smooth
Fast
Produktivitätsorientierte Prozessführung, Geschwindigkeit und Kosten werden stärker gewichtet.
Schichtstärke: 110 µm
Varianten:
PA 12 | Essential
Robust
Prozesssicherheitsorientierte Prozessführung für anspruchsvolle Geometrien oder kritische Bauteilbereiche.
Schichtstärke: 90 µm
Varianten:
PA 12 | Performance
Machine Platform
3Faktur arbeitet mit mehreren industriellen HP Multi Jet Fusion Systemen. Anlagen unterscheiden sich in Materialfreigaben, Prozessfenster, Produktivität und Qualitätsprofil.
- HP MJF 5210 Pro: eingesetzt für PA 12 | Classic und PA 12 | Essential
- HP MJF 5420: eingesetzt für PA 12 | White
- HP MJF 5620 Pro: eingesetzt vor allem für PA 12 | Performance und PA 12 | Smooth
Material System
Das Material System beschreibt die kontrollierte Materialumgebung. Bei pulverbasierten Verfahren ist nicht nur der Materialname relevant, sondern auch Materialplattform, Refresh Rate und Materialzustand.

| Parameter | Beschreibung |
|---|---|
| Material Type | Es werden zwei Arten von PA 12 verwendet, HP 3D HR PA 12 von Evonik (Varianten PA 12 | Classic, Essential und Performance), sowie |
| Material System | Ein qualifiziertes Materialsystem definiert nicht nur den Werkstoff, sondern auch dessen Verarbeitung im Prozessumfeld. |
| Refresh Rate | Zentraler Parameter für Materialqualität und Prozessstabilität. |
| Oxidation Monitoring | Materialqualität muss im Prozess überwacht werden, nicht nur über ein Datenblatt angenommen werden. |
Quality Assurance / Inspection Process
Der Inspection Process dokumentiert ausgewählte Prüf- und Freigabeschritte. Er zeigt, ob die Charge geprüft, freigegeben und rückverfolgbar ist.
| Konotrolle | Beschreibung | Bedeutung |
|---|---|---|
| Visual Inspection | Prüfung sichtbarer Abweichungen, etwa unvollständige Bereiche, Beschädigungen oder auffällige Oberflächenfehler. | Schneller Kontrollpunkt für äußerlich erkennbare Prozess- oder Handlingabweichungen. |
| Weight Check | Vergleich des Bauteilgewichts mit dem erwarteten Bereich. | Gewichtsabweichungen können Hinweise auf Geometrieabweichungen, Restpulver oder unvollständige Entpulverung geben. |
| Final Release | Bestätigung, dass definierte Prozess-, Prüf- und Freigabeschritte abgeschlossen wurden. | Formaler Abschluss der qualitätsrelevanten Prozesskette. |
| Batch Traceability | Rückverfolgbarkeit der Charge. | Wichtig für Wiederholproduktionen, Reklamationsanalyse, technische Dokumentation und qualifizierte Lieferketten. |
Warum 3Faktur diesen Record ausstellen kann
Ein Part Manufacturing Record ist nur möglich, wenn die relevanten Prozessdaten strukturiert verfügbar sind. Dafür braucht es mehr als 3D-Drucker.
Industrielle additive Fertigung
Definierte Prozessfenster, Serienlogik und kontrollierte Produktionsbedingungen.
Digitale Produktionssteuerung
Verknüpfte Daten aus Auftrag, Bauteil, Material und Prozess.
Dokumentierte Qualitätssicherung
Prüfung und Freigabe als Bestandteil des Produktionsprozesses.
Kontrollierte Materialführung
Überwachte Materialsysteme, Refresh-Strategien und definierte Pulverführung.
Hohe Automatisierung
Weniger manuelle Brüche, höhere Prozesssicherheit und konsistente Abläufe.
Konsistente Wiederholproduktion
Stabile Orientierung und Parameter für wiederkehrende Bauteile.
Der Record ist kein nachträgliches Reporting. Er ist ein Auszug aus einer kontrollierten, digitalisierten und qualitätsorientierten Fertigungsumgebung.

Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen