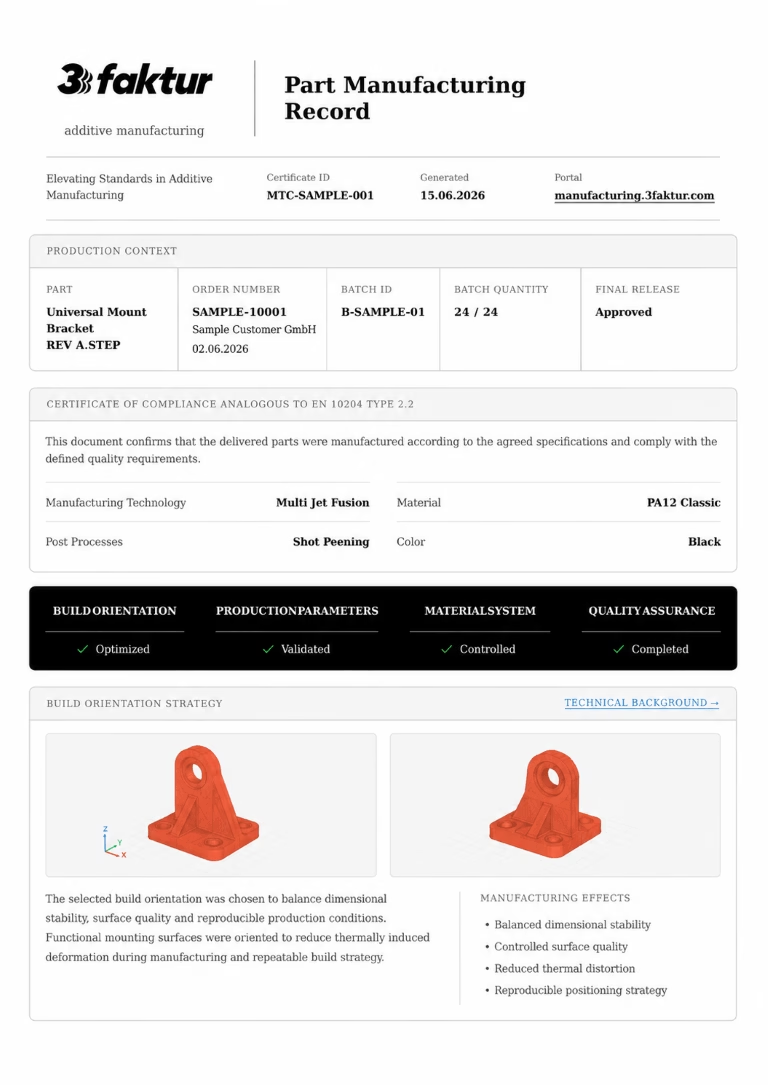
Kein Blackbox-3D-Druck: Der digitale Fertigungsnachweis „Part Manufacturing Record“ (PMR) macht sichtbar, wie Ihr Bauteil gefertigt wurde.
Der Part Manufacturing Record ist ein optionaler Nachweis, das Sie für bei 3Faktur gefertigte Bauteile erhalten können.
Der digitale Fertigungsnachweis dokumentiert zentrale Produktionsinformationen: Prozessentscheidungen, Materialzustand, Nachbearbeitung, Prüf- und Freigabeschritte sowie relevante Angaben zur Wiederholproduktion.
Der Nachweis dokumentiert zentrale Fertigungsinformationen: Prozessentscheidungen, Materialzustand, Nachbearbeitung, Prüf- und Freigabeschritte sowie relevante Angaben zur Wiederholproduktion.
Damit wird sichtbar, unter welchen technischen Bedingungen ein Bauteil entstanden ist — und welche Faktoren Qualität, Rückverfolgbarkeit und Reproduzierbarkeit beeinflussen.
Inhalte des Dokumentes
Was der Part Manufacturing Record transparent macht
Orientierung, Print Mode, Abkühlstrategie und Bauraumnutzung.
Materialsystem, Refresh Rate und Oxidation Monitoring.
Färben, Glätten, Strahlen oder weitere dokumentierte Nachbearbeitung.
Visuelle Prüfung, Gewichtskontrolle, Final Release und Rückverfolgbarkeit.
Durch dokumentierte Orientierung, Parameter, Materialführung und Nachbearbeitung.
1 Bauteil-Orientierung
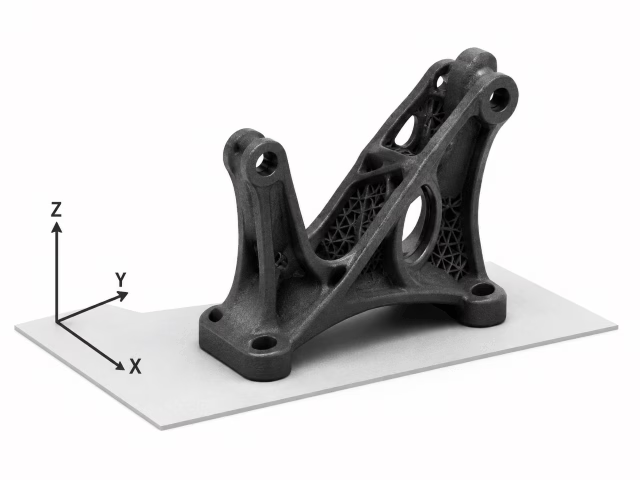
Die Bauteil-Orientierung beschreibt, wie ein Bauteil im Bauraum positioniert wird. Diese Entscheidung beeinflusst Oberfläche, Maßhaltigkeit, thermischen Verzug, mechanisches Verhalten und Wiederholbarkeit.
Bei Multi Jet Fusion ist die Orientierung eine zentrale Prozessentscheidung. Sie bestimmt, welche Flächen nach oben, unten oder seitlich im Bauraum liegen, in welcher Richtung Schichten aufgebaut werden und wie sich Wärme während des Prozesses verteilt.
1.1 Einfluss der Bauteilorientierung auf Oberfläche und Maßhaltigkeit
Klicken Sie auf die Bereiche, die Sie interessieren.
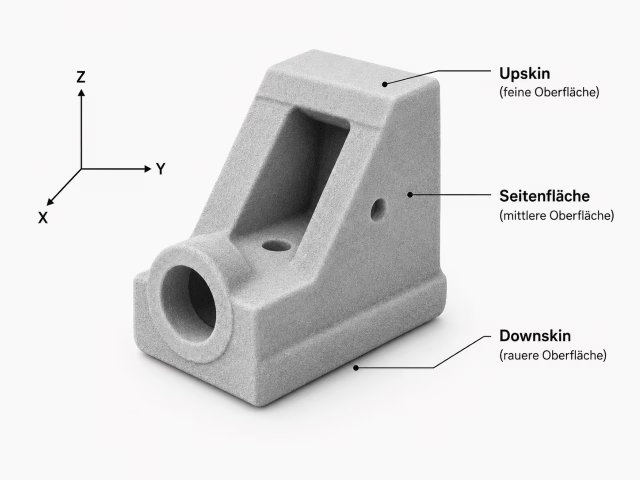
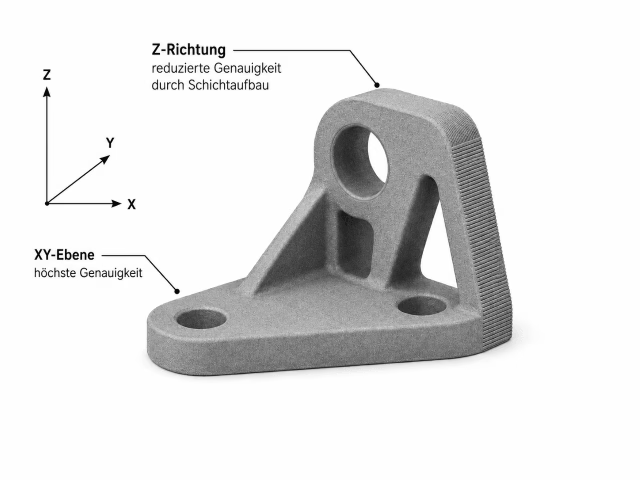
Die Orientierung bestimmt, welche Flächen als Upskin, Downskin oder Seitenfläche entstehen. Diese Flächen unterscheiden sich im MJF-Prozess deutlich in ihrer Oberflächenqualität.
Downskin-Flächen zeigen typischerweise die günstigsten Oberflächeneigenschaften, da sie durch das Pulverbett gestützt werden. Upskin-Flächen sind meist kritischer: Durch den Auftrag der Prozessflüssigkeiten und thermische Effekte können lokal erhöhte Rauigkeit, Kantenaufbau oder Gratbildung entstehen. Seitenflächen liegen in der Regel zwischen diesen beiden Extremen.
Zusätzlich beeinflusst der Winkel zur Schichtebene das Oberflächenbild. Bei Rundungen oder flachen Winkeln können sichtbare Treppenstufeneffekte entstehen. Eine schräge Orientierung kann die Oberflächeneigenschaften über mehrere Flächen homogener machen, kann jedoch gleichzeitig die Maßhaltigkeit oder Bauraumnutzung verschlechtern.
Die Orientierung beeinflusst, in welcher Richtung kritische Maße aufgebaut werden. Maße in der XY-Ebene sind bei MJF typischerweise besser kontrollierbar, weil Konturen direkt in der Schichtebene definiert werden. Maße in Z-Richtung entstehen dagegen über viele einzelne Schichten und sind stärker vom Schichtaufbau, thermischer Schrumpfung und der Prozessführung abhängig.
Wichtig ist dabei: Maßabweichungen wirken oft relativ zur Bauteillänge. Bei langen Bauteilen kann eine aufrechte Orientierung daher zu deutlich größeren absoluten Abweichungen führen als eine flache Orientierung. Eine lange Geometrie in Z-Richtung aufzubauen, kann die Maßhaltigkeit entsprechend stark verschlechtern.
Gleichzeitig kann eine aufrechte oder schräge Orientierung andere Vorteile haben, zum Beispiel bessere Rundungen, homogenere Oberflächen oder weniger sichtbare Treppenstufen. Die Orientierung ist deshalb immer eine Abwägung: maßkritische Längen, Funktionsflächen und Passbereiche müssen gegen Oberflächenqualität, Rundungen, Bauraumnutzung und Prozessstabilität bewertet werden.
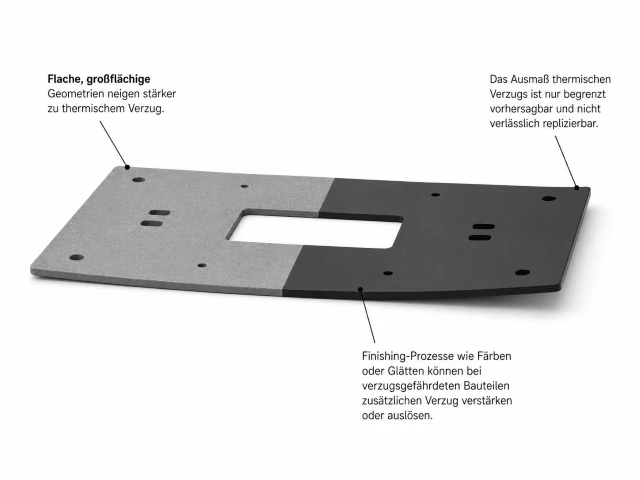
Thermischer Verzug entsteht durch ungleichmäßige Erwärmung und Abkühlung im Bauteil und im umgebenden Pulver. Besonders kritisch sind große, flächige Geometrien, weil sie über ihre Länge oder Fläche Spannungen aufbauen können. Verzug lässt sich durch Prozessstrategie, Orientierung und Platzierung reduzieren, aber nie vollständig ausschließen.
Die Orientierung spielt dabei eine zentrale Rolle. Verzugsgefährdete Bauteile werden bevorzugt flach in der XY-Ebene orientiert, idealerweise mit der längsten Dimension entlang X/Y. Dadurch wird die Bauteilhöhe reduziert und die Geometrie liegt günstiger im thermischen Prozessfenster.
Zusätzlich gibt es im Bauraum Bereiche mit geringerer Verzugsneigung. Kritische Bauteile werden bevorzugt in diesen Bereichen platziert. Das kann die verfügbare Bauraumkapazität einschränken, weil nicht jede freie Position im Bauraum gleichermaßen geeignet ist. Eine verzugsoptimierte Fertigungsstrategie kann dadurch Kosten und Lieferzeit erhöhen.
Geometrische Details können den Effekt verstärken. Dome, aufragende Wände, massive Bereiche oder andere Elemente, die Wärme länger speichern, kühlen anders ab als dünne oder flächige Bereiche. Diese ungleichmäßige Abkühlung erzeugt innere Spannungen und kann schließlich zu Verzug führen.
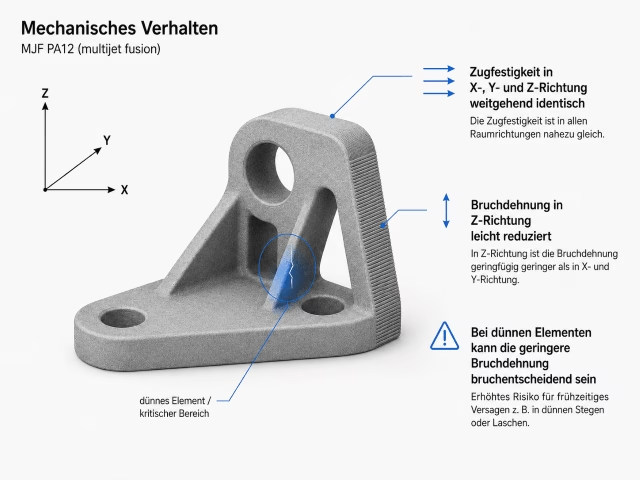
MJF-Bauteile aus PA12 zeigen in der Regel ein weitgehend isotropes mechanisches Verhalten. Die Zugfestigkeit ist in X-, Y- und Z-Richtung typischerweise sehr ähnlich. Die Orientierung ist daher bei MJF weniger kritisch als bei stärker anisotropen additiven Verfahren.
Relevant bleibt jedoch die Bruchdehnung. In Z-Richtung kann sie reduziert sein, weil das Bauteil schichtweise aufgebaut wird und die Belastung stärker quer zur Schichtstruktur wirken kann. Für viele Bauteile ist das unkritisch. Bei dünnen, flexiblen oder hoch belasteten Elementen kann eine reduzierte Bruchdehnung jedoch entscheidend sein und das Risiko für Rissbildung oder Bruch erhöhen.
Stark belastete oder verformungsrelevante Bereiche sollten deshalb bevorzugt so orientiert werden, dass kritische Lasten eher in der XY-Ebene wirken. Die Orientierung wird dabei nicht nur nach Festigkeit, sondern auch nach Verformbarkeit und Bruchverhalten bewertet.
Eine platzsparende Orientierung erhöht die Packungsdichte im Bauraum und kann die Fertigungskosten senken. Diese wirtschaftliche Optimierung ist jedoch nicht immer identisch mit der besten technischen Orientierung, weil Sichtflächen, Funktionsflächen oder Verzugsrisiken anders priorisiert werden können.

Für Serienbauteile ist nicht nur eine gute Einzelorientierung wichtig, sondern eine konsistente Wiederholung über mehrere Produktionsläufe. Wenn Orientierung und Positionierungslogik stabil bleiben, lassen sich Oberflächenbild, Maßverhalten und Prozessbedingungen besser reproduzieren.

Die beste Orientierung hängt von der Bauteilgeometrie und den gewünschten Eigenschaften ab. Eine schräge Orientierung kann die Oberflächenqualität verbessern, aber Maßhaltigkeit, Bauraumnutzung oder Reproduzierbarkeit verschlechtern. Eine platzsparende Orientierung kann Kosten senken, ist aber nicht automatisch die beste Wahl für Sichtflächen oder Maßhaltigkeit.
1.2 Wie 3Faktur orientiert
PA 12 | Classic / Performance
Qualitätsoptimierte Orientierung mit möglichst guter Balance aus Oberflächengüte, Maßhaltigkeit und Prozessstabilität.
PA 12 | Essential
Kostenoptimierte Orientierung. Konsistent über Batches hinweg, aber innerhalb sinnvoller Optionen häufiger platzsparend.
PA 12 | Smooth
Orientierung mit Fokus auf Oberflächenhomogenität und nachgelagerte Oberflächenqualität.
1.3 Wiederholproduktionen
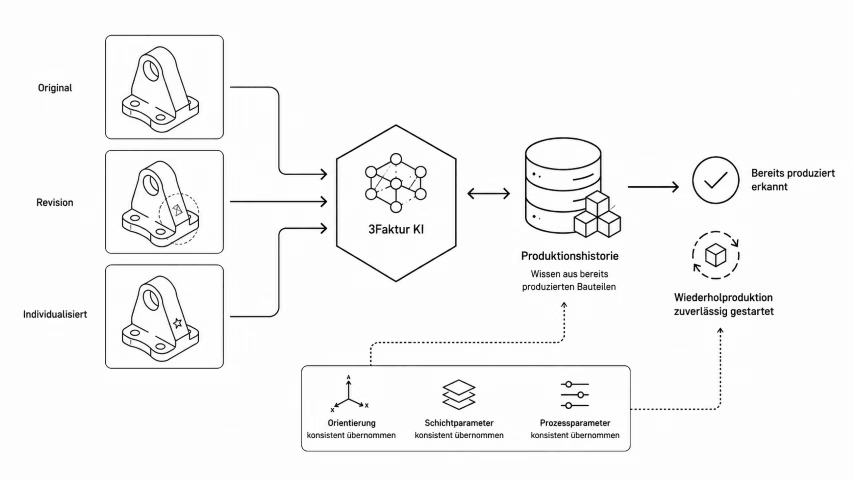
Für Wiederholproduktionen ist Konsistenz entscheidend. Bauteile, die bereits bei 3Faktur produziert wurden, sollen bei späteren Bestellungen möglichst identisch hergestellt werden – auch bei neuen Revisionen oder individualisierten Varianten.
3Faktur hat dafür eine eigene Softwarelösung entwickelt, die Bauteile im Arbeitsvorbereitungsprozess wiedererkennt. Mithilfe von eigens entwickelten KI-Methoden werden geometrische Ähnlichkeiten zwischen Bauteilen identifiziert. So lässt sich zuverlässig erkennen, ob ein Bauteil oder eine vergleichbare Variante bereits produziert wurde.
Wird ein Treffer erkannt, werden Orientierung sowie relevante Schicht- und Prozessparameter aus der Produktionshistorie konsistent übernommen. Dadurch werden Wiederholproduktionen reproduzierbarer, effizienter und weniger abhängig von manuellen Entscheidungen.
2 Prozessparameter
2.1 Übersicht Parameter
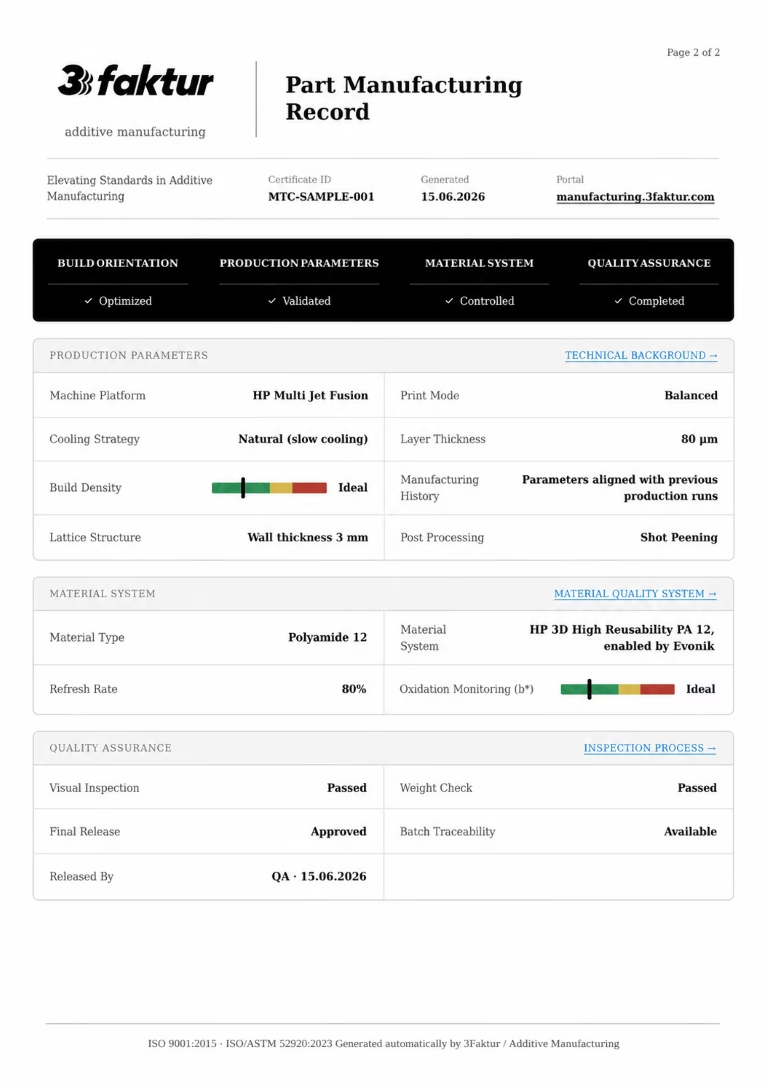
Die Prozessparameter beschreiben wesentliche Prozessbedingungen des Produktionslaufs. Sie zeigen, mit welcher Anlagenplattform und unter welcher Prozessstrategie das Bauteil gefertigt wurde.
Diese Angaben sind relevant, weil additive Fertigung stark prozessabhängig ist. Gleiche Geometrie und gleiches Material führen nicht automatisch zum gleichen Ergebnis, wenn Anlagenplattform, Print Mode, Abkühlung, Bauraumnutzung oder Nachbearbeitung unterschiedlich sind.
| Parameter | Beschreibung | Bedeutung |
|---|---|---|
| Maschinen-Plattform | Eingesetzter Anlagentyp. | Die Maschinen-Plattform ist Teil des qualifizierten Prozessfensters. Sie beeinflusst Materialvariante, verfügbare Prozessstrategie und reproduzierbare Bauteilqualität. |
| Print Mode | Definierter Parametersatz für den Druckprozess. | Der Print Mode dokumentiert, mit welchen Prozessparametern das Bauteil gefertigt wurde. |
| Cooling Strategy | Definierte Abkühlstrategie nach dem Druck. | Die Abkühlung kann schneller und kostenoptimiert oder langsamer und qualitätsorientiert erfolgen. Eine langsame Abkühlung reduziert thermische Spannungen, verlängert den Prozess jedoch typischerweise um 1 bis 1,5 Tage. |
| Schichtstärke | Schichtstärke im Druckprozess. | Die Schichtstärke beeinflusst Detailauflösung, Oberflächenbild, Treppenstufeneffekte, Prozesszeit, mechanische Belastbarkeit und Prozessstabilität. |
| Packdichte | Auslastung des Bauraums durch die im Job gefertigten Bauteile. | Eine geringere Packdichte kann prozesstechnisch günstiger sein, ist aber kostenintensiver, da weniger Bauteile je Job gefertigt werden. Eine höhere Packdichte verbessert die Wirtschaftlichkeit, kann jedoch je nach Geometrie und Material die thermischen Bedingungen und damit die Bauteileigenschaften beeinflussen. |
| Manufacturing History | Abgleich mit früheren Produktionsläufen. | Dokumentiert, ob das Bauteil bereits zuvor gefertigt wurde und ob relevante Parameter aus früheren Produktionsläufen übernommen wurden. Hinweis: Diese Angabe wird derzeit technisch vorbereitet und ist noch nicht implementiert. |
| Lattice Structure | Gitterstrukturen in massiven Bauteilbereichen. | Massive Bereiche können lokal hohe Prozesstemperaturen verursachen und dadurch Maßhaltigkeit, Oberflächenqualität und mechanische Eigenschaften negativ beeinflussen. Eine geeignete Lattice-Struktur kann diese Effekte reduzieren und gleichzeitig einen Großteil der Druckbelastbarkeit des Vollmaterials erhalten. |
| Post Processing | Dokumentierte Nachbearbeitungsschritte. | Listet alle optionalen oder zusätzlichen Bearbeitungsschritte auf, zum Beispiel Färben, Glätten, Strahlen oder weitere Oberflächenbehandlungen. Dadurch wird nachvollziehbar, welche Prozessschritte nach dem Druck Teil der gelieferten Bauteilqualität sind. |
2.2 Print Mode
Balanced
Ausgewogene Prozessführung. Ziel ist ein stabiler Serienprozess mit guter Bauteilqualität und wirtschaftlicher Fertigungszeit.
Schichtstärke: 80 µm
Varianten:
PA 12 | Classic
PA 12 | White
PA 12 | Smooth
Fast
Produktivitätsorientierte Prozessführung, Geschwindigkeit und Kosten werden stärker gewichtet.
Schichtstärke: 110 µm
Varianten:
PA 12 | Essential
Robust
Prozesssicherheitsorientierte Prozessführung für anspruchsvolle Geometrien oder kritische Bauteilbereiche.
Schichtstärke: 90 µm
Varianten:
PA 12 | Performance
2.3 Maschinen-Plattform
3Faktur arbeitet mit mehreren industriellen HP Multi Jet Fusion Systemen. Die Anlagen unterscheiden sich in Materialfreigaben, Prozessfenster, Produktivität und Qualitätsprofil.
- HP MJF 5210 Pro: eingesetzt für PA 12 | Classic und PA 12 | Essential
- HP MJF 5420: eingesetzt für PA 12 | White
- HP MJF 5620 Pro: eingesetzt vor allem für PA 12 | Performance und PA 12 | Smooth
Material-System
Das Material-System beschreibt die kontrollierte Materialumgebung. Bei pulverbasierten Verfahren ist nicht nur der Materialname relevant, sondern auch Materialplattform, Refresh Rate und Materialzustand.

| Parameter | Beschreibung |
|---|---|
| Material Type | Wir bieten unsere Materialien in unterschiedlicher Verarbeitung an. Die aktuellen Varianten können Sie unserer Übersichtsseite PA 12 – Varianten entnehmen. |
| Material System | Es werden drei Arten von PA 12 verwendet, HP 3D HR PA 12 von Evonik (Varianten PA 12 | Classic, Essential und Performance), HP 3D HR PA 12 W von Evonik (Varianten PA 12 | White), sowie HP 3D HR PA 12 S von Arkema (Varianten PA 12 | Smooth) |
| Refresh Rate | Gibt den Anteil des Neupulvers am Baujob an. Typischerweise beträgt dieser 15 – 20%. |
| Oxidation Monitoring | Über den Indikator b* wird der Oxidationszustand des Pulvers ermittelt. Ein zu hoher Wert deutet auf reduzierte Viskosität des Pulvers hin, was zu erhöhter Porenbildung und bis zu 90% verringerte mechanische Belastbarkeit führen kann. |
Prüf- und Freigabeschritte
Die Prüf- und Freigabeschritte dokumentieren ausgewählte Kontrollen und den Freigabeprozess. Dies zeigt, ob die Charge geprüft, freigegeben und rückverfolgbar ist.
| Kontrolle | Beschreibung | Bedeutung |
|---|---|---|
| Sichtkontrolle | Prüfung sichtbarer Abweichungen, etwa unvollständige Bereiche, Beschädigungen oder auffällige Oberflächenfehler. | Schneller Kontrollpunkt für äußerlich erkennbare Prozess- oder Handlingabweichungen. |
| Gewichtskontrolle | Vergleich des Bauteilgewichts mit dem erwarteten Bereich. | Gewichtsabweichungen können Hinweise auf Prozessfehler geben. |
| Endkontrolle | Bestätigung, dass definierte Prozess-, Prüf- und Freigabeschritte abgeschlossen wurden. | Formaler Abschluss der qualitätsrelevanten Prozesskette. |
| Batch Traceability | Rückverfolgbarkeit der Charge. | Alle wesentlichen Parameter der Produktion sind dokumentiert und rückverfolgbar. |
Warum 3Faktur den digitalen Fertigungsnachweis ausstellen kann
Der Part Manufacturing Record ist nur möglich, weil 3Faktur additive Fertigung als durchgängig digitalen Produktionsprozess versteht. Arbeitsvorbereitung, Fertigung, Materialführung, Nachbearbeitung und Qualitätssicherung sind digital miteinander verknüpft. Dadurch können relevante Prozessdaten aus verschiedenen Produktionsschritten strukturiert erfasst und für die technische Dokumentation verfügbar gemacht werden.
Das ist Digital Manufacturing in der Praxis: standardisierte Prozesse, hohe Automatisierung, digitale Rückverfolgbarkeit und reproduzierbare Fertigungsentscheidungen. Der Record ist deshalb kein nachträgliches Reporting, sondern ein Auszug aus einer kontrollierten, digitalisierten und qualitätsorientierten Fertigungsumgebung.
