
Seit über 150 Jahren verwenden die Menschen Kunststoffe, um bestimmte technische Eigenschaften zu erhalten. Es haben sich einige Verfahren entwickelt, um die Kunststoffe zu verarbeiten. Das Drehen, Fräsen und der Spritzguss sind hierbei die bekanntesten und am weitesten verbreitet. Additive Fertigungsverfahren wie der 3D-Druck stellen hierbei die jüngsten Verfahren zur Verarbeitung von Kunststoffen dar. Bis vor Kurzem galten die additiven Fertigungsverfahren als nur für die Prototypen-/Musterherstellung geeignet. Mittlerweile haben sich die 3D-Drucktechnologien so weit entwickelt, dass eine Serienfertigung (auch Vor- oder Kleinserien) sich mit den etablierten Verfahren ernsthaft messen kann.
Verfahren für Null-, Vor- oder Kleinserien von Kunststoffbauteilen
Für die Massenfertigung von Kunststoffbauteilen ist fast immer der Spritzguss das wirtschaftlichste Verfahren. Für bestimmte Objekte (z.B. Brillengestelle) wird oft auch das Fräsen verwendet. Für Verpackungen/Blister ist auch das Tiefziehen (Vakuumformen/Thermoformen) ein häufig verwendetes Verfahren.
Bei Kleinserien (Stückzahl bis wenige 1.000) sieht es schon etwas anders aus. Die additiven Fertigungsmethoden haben in diesem Bereich in den letzten Jahren viel Boden auf die traditionellen Verfahren „gut gemacht“. Mit dem Multi Jet Fusion-Verfahren (HP) hat sich in diesem Bereich die Grenze des Möglichen noch einmal verschoben.
In diesem Artikel wollen wir die wichtigsten Verfahren für die Vor- und Nullserienproduktion von Kunststoffobjekten näher beleuchten und die Vor- und Nachteile sowie die Anwendungsmöglichkeiten der einzelnen Technologien aufzeigen. Aufgrund der Komplexität und Vielfalt der jeweiligen Bauteile und Verfahren kann dies selbstverständlich nur eine grobe Übersicht sein, welche nicht alle Details und Verfahren behandelt.
Die Verfahren Laserschneiden und Stanzen haben wir aus Gründen der Übersichtlichkeit nicht mit in den Vergleich aufgenommen, für manche Objekte/Projekte können auch diese Verfahren eine wirtschaftliche Option sein.
Übersicht der geeigneten Verfahren für Ihre Kleinserien
Additive Fertigung
Verfahren
Für die Kleinserienfertigung von Kunststoffobjekten bieten sich drei 3D-Druckverfahren an: Multi Jet Fusion (Standard und vollfarbig); Lasersintern und FDM/FFF.
HP Multi Jet Fusion
Das 3D-Druckverfahren Multi Jet Fusion von HP ist ein neues Verfahren, das erst seit 2017 auf dem Markt ist. Als Material wird ebenso wie beim Lasersintern PA 12 (‚Polyamid 12‘, ‚Nylon 12‘) verwendet. Die wichtigsten Vorteile der Jet Fusion gegenüber dem Lasersintern sind eine deutlich höhere Produktionsgeschwindigkeit, die höhere Genauigkeit und eine größere Stabilität der 3D-gedruckten Objekte. Bei der mechanischen Belastbarkeit gleichen die Jet Fusion-Objekte, denen die mit PA 12 spritzgegossen werden. Es sind Geometrien ähnlich wie beim Lasersintern möglich, jedoch können bei der Jet Fusion geringere Wandstärken realisiert werden. Der größte Nachteil ist zurzeit noch, dass die maximale Größe der Objekte 380 mm beträgt und die Grundfarbe immer grau ist. Dies kann später noch mit dunklen Farben eingefärbt werden (meist schwarz). Seit 2019 gibt es die Möglichkeit auch mit dem Multi Jet Fusion-Verfahren vollfarbig zu drucken. Die damit gefertigten Bauteile sind von minimal geringerer Stabilität aber sonst den Standardbauteilen gleich.
Dennoch gilt das Verfahren als der neue Standard in der additiven Fertigung von Kleinserien aus Kunststoff mit einer Stückzahl von wenigen Tausend.
Lasersintern
Beim Lasersintern wird überwiegend das Material Polyamid 12 (Nylon 12) verwendet. Das Material wird oft auch mit Additiven versehen (Glasperlen, Aluminiumstaub oder Kurzfasern). Die großen Vorteile von PA 12 sind die Langlebigkeit, Biokompatibilität und die hohe Stabilität. Diese Eigenschaften machen PA 12 zu einem beliebten Material, dass in vielen Branchen und Industriezweigen eingesetzt wird.
Mit dem Lasersintern können Sie praktisch jede geometrische Komplexität produzieren (keine Supportstrukturen notwendig). Dadurch können die Bauteile auf die gewünschte Funktion hin optimiert werden. Die einzigen Einschränkungen bestehen in der Notwendigkeit bestimmte Mindestwandstärken einzuhalten (∼ 1 mm). Im Vergleich zu FDM hat das Lasersintern eine hohe Produktionsgeschwindigkeit. Der Bauraum der Maschinen kann auch sehr viel effizienter ausgenutzt werden, was es ermöglicht, eine große Stückzahl pro Produktionszyklus herzustellen. Allerdings sind die Zykluszeiten recht lang, d. h. für die Massenfertigung ist das Verfahren weniger gut geeignet. Außerdem sind die Materialkosten recht hoch, da nur ein geringer Anteil des Materialpulvers wiederverwertet werden kann (ca. 50 – 60%).
Die Hauptanwendungsgebiete von lasergesinterten Bauteilen sind Gehäuse/Gehäuseteile oder mechanisch beanspruchte Komponenten.
FDM/FFF
Beim Fused Deposition Modeling (FDM) liegt der Kunststoff (Thermoplast) in Drahtform (Filament) vor. Das Filament wird aufgeschmolzen und auf die Bauplattform aufgebracht. Das Verfahren ist relativ langsam und produziert Oberflächen von mittlerer Qualität (gute Oberflächen nur mit aufwendigen Nachbearbeitungsverfahren erreichbar). Aufgrund seiner hohen Stabilität und der Beliebtheit der verwendeten Thermoplaste (z.B. ABS, Polycarbonat, Polyamid 6, Polyetherimid) erfreut es sich einer hohen Nachfrage. Grade die Hitzbeständigkeit und die hohe Schlagzähigkeit der Materialien machen das 3D-Druckverfahren beliebt bei Anwendern aus der Automobilindustrie und der Luft- und Raumfahrttechnik.
Zusammenfassung
Der größte Vorteil der additiven Fertigung ist, dass keine Werkzeuge/Formen oder andere Vorrichtungen benötigt werden, um die Objekte herzustellen. Daher ist die Umsetzungsgeschwindigkeit Ihres Projektes wesentlich höher als bei spanenden Verfahren oder dem Kunststoff Spritzguss. Sind die Oberflächenqualität und die vorhandenen Materialien für das jeweilige Produkt akzeptabel, dann ist die additive Fertigung (insbesondere Jet Fusion) eine schnelle und kostengünstig umsetzbare Lösung für Ihre Prototypen oder Kleinserien.
Kostenberechnung
Die Kosten in der additiven Fertigung setzen sich aus folgenden 3 Komponenten zusammen:
- Maschinenstunden: Die Anlagen sind kostenintensiv, Abschreibungen werden auf Druckobjekte umgelegt (je nach belegtem Maschinenraum und Laufzeiten).
- Materialkosten: Verwendete Thermoplaste (z. B. PA 12) sind um den Faktor 5 – 10 teurer als im Spritzguss eingesetzte identische Materialien. Ursache: die genauere und feinere Pulverstruktur, die fürs Lasersintern und Multi Jet Fusion benötigt wird. Ähnliches gilt für die Filamente beim FDM 3D-Druck.
- Arbeitsaufwand: Die Maschineneinrichtung und die Nachbearbeitung der Objekte erfolgt manuell, dies ist relativ arbeitsintensiv und fließt in die Kostenkalkulation mit ein.
Vorteile
- Schnell: Keine Werkzeuge, Programme oder Vorrichtungen erforderlich – Produktion erfolgt direkt mit der CAD-Datei.
- Flexibel: Die Objekte können jederzeit problemfrei angepasst werden. Geringe Stückzahlkosten schon bei kleinen Losgrößen möglich. Just-in-Time Produktion zu optimalen Stückzahlkosten möglich.
- Kostengünstig: Für geringe Stückzahlen insbesondere bei kleinen bis mittelgroßen Objekten häufig die kosteneffizienteste Methode für die Fertigung von Kunststoffteilen.
- Objektkomplexität: Jet Fusion und Lasersinten haben kaum Einschränkungen in der Komplexität von geometrischen Formen – dies vereinfacht den Konstruktionsprozess und bietet Vorteile wie Gewichtseinsparungen oder Reduktion der Komplexität in der Herstellung (kein Herstellen von Einzelteilen und deren Zusammensetzung notwendig).
Nachteile
- Materialauswahl eingeschränkt: Nur eine kleine Anzahl von Polymeren vorhanden. Insbesondere Spezialmaterialien (bspw. mit bestimmten Zertifizierungen) sind häufig (noch) nicht erhältlich.
- Oberflächengüte: Die Ra-Werte sind häufig 10 oder höher, höhere Oberflächengüten erfordern teils aufwendige (kostensteigernde) Nachbearbeitungsprozesse.
- Toleranzen: Die Genauigkeiten liegen in der Additiven Fertigung i. d. R. zwischen 1 und 3 Zehntel auf 100 mm, welches deutlich ungenauer ist als das, was zerspanend oder mit dem Spritzguss erreicht werden kann.
Vakuumguss
Das Verfahren
Dem Vakuumguss vorgelagert ist die Erstellung eines Urmodells (meist mit 3D-Drucktechniken wie Stereolithografie oder Polyjet bzw. mit zerspanenden Verfahren). Anschließend kommt es zur Vakuumabformung mittels Silikon. Das Gießen erfolgt in den meisten Fällen mit Polyurethanen, Epoxiden oder Acrylen. Die Kosten für die Herstellung der Form sind, verglichen mit denen des Spritzgießens, gering (häufig niedriger bis mittlerer dreistelliger Betrag). Allerdings mit der Einschränkung, dass eine so hergestellte Form nur für ca. 15 – 50 Abgüsse (meist um die 25) reicht. Sehr gute Oberflächenqualitäten können erreicht werden. Auch spritzgusstypische Methoden wie bspw. Overmolding können simuliert werden.
Kostenberechnung
Beim Vakuumguss gibt es hauptsächlich zwei Kostenfaktoren:
- Arbeitsaufwand: Für Formerstellung und Abguss je Teil, d. h. je komplexer das Objekt ist, desto aufwendiger und langwieriger ist der Arbeitsprozess (schleifen, Vorbereiten des Urmodells).
- Materialverbrauch: Die Materialien (Gießsilikon, Harze) sind i. d. R. sehr teuer, daher haben die Materialkosten einen hohen Anteil an den Fertigungskosten.
Vorteile
- Schnell: Mit Formenerstellung und Abguss sind geringe Stückzahlen innerhalb weniger Tage möglich.
- Kostengünstig: Bei geringen Stückzahlen (zweistellige oder niedrige dreistellige Bereiche) sehr kostengünstig verglichen mit Spritzguss.
- Variabilität: Viele Materialien zum Ausgießen erhältlich – zahlreiche Effekte aus dem Spritzguss möglich (Overmolding, weiche Materialien, Transparenzen).
Nachteile
- Formstabilität: Die Formen sind nicht langlebig, die Batches sind daher sehr klein. Objekte können von Form zu Form abweichen (Toleranzen).
- Stückzahlen: Große Stückzahlen sind mit der Technologie kaum wirtschaftlich zu realisieren.
- Materialklassen: Die im Praxisalltag häufig verwendeten Thermoplaste können mit diesem Verfahren nicht verarbeitet werden.
Anwendungen
Der Vakuumguss eignet sich insbesondere für die Herstellung von Vorserien, die später durch Spritzguss hergestellt werden sollen (Vakuumguss ermöglicht Oberflächenqualitäten ähnlich dem Spritzguss). Für die Herstellung von Funktionsbauteilen eignen sich andere Verfahren besser (additive Fertigung, Spritzguss, spanende Verfahren).
Zerspanen
Die Verfahren
Die Zerspanungstechnologien (z. B. Drehen, Fräsen) sind sehr komplex, eröffnen dem Nutzer aber auch viele Möglichkeiten in der Produktion. Die verwendeten Rotationswerkzeuge, die die gewünschten Objekte aus dem Materialblock/-platte herauslösen, zählen zum Besten, was die Industrie zur Verfügung hat. Bei der Arbeit mit Kunststoffen können eben diese Werkzeuge aber zu Problemen führen, da die entstehenden Temperaturen die Werkstücke beschädigen können.
Sie sehen gerade einen Platzhalterinhalt von Standard. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf den Button unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Weitere InformationenQuelle: YouTube / FWU Das Medieninstitut der Länder
Kostenberechnung
Für die Zerspanungsverfahren haben sich folgende Faktoren als Kostentreiber herausgestellt:
- Arbeitszeiten: Die Programmerstellung für die Maschinen und die Nachbearbeitung (bspw. entgraten) sind zeitaufwendig, weiterhin fallen hohe Rüstkosten an.
- Maschinenstunden: Sehr kostenintensive Anlagen, deren Abschreibungen werden auf die hergestellten Objekte umgelegt.
- Material und Verbrauchsmaterialien: Die Werkzeuge nutzen sich ab, die Werkstücke werden aus Materialblocks herausgeschnitten, daher fällt sehr viel Material als „Abfall“ an.
Vorteile
- Materialien: Hochleistungskunststoffe wie PEEK o. ä. können in hoher Qualität verarbeitet werden.
- Genauigkeit: Bei spanenden Verfahren können (je nach Anforderung) sehr hohe Genauigkeiten erreicht werden.
- Oberflächen: Je nach Anforderungen können sehr gute Qualitäten erreicht werden.
- Flexibilität: Die Vielfalt der Maschinen macht auch die Verarbeitung enorm großer Teile (teilweise mehrere Meter) möglich.
Nachteile
- Kosten: Die Vorbereitungen (Programme schreiben, etc.) sind sehr aufwendig, bei komplexen Werkstücken und langen Maschinenlaufzeiten teures Verfahren.
- Komplexität des Verfahrens: Herstellung erfordert sehr erfahrene Firmen, um die gewünschte Produktqualität sicherzustellen.
- Geschwindigkeit: Je nach Bauteil und eingesetzten Maschinen ist die Produktionsgeschwindigkeit häufig eher gering.
Anwendungen
Die spanenden Verfahren lohnen sich für Prototypen oder für Stückzahlen unterhalb derer, für welche sich Spritzguss lohnen würde. Dies gilt insbesondere, wenn nur geringe Toleranzen gewünscht sind oder sehr gute Oberflächen benötigt werden. Grade bei kompakten Formen oder Objekten mit einer geringen geometrischen Komplexität ist Zerspanen eine wirtschaftliche Option.
Spritzguss
Das Verfahren
Der Spritzguss ist ein relativ altes (seit ca. 1850) und weit entwickeltes Verfahren zur Herstellung von Massengütern. Dabei wird ein erhitzter, flüssiger Kunststoff in eine Form gespitzt. Dort kühlt er dann ab, bis er wieder erstarrt. Anschließend wird das fertige Objekt aus der Form herausgelöst. Dieses Verfahren bietet eine riesige Auswahl an Einsatzmöglichkeiten. Die wohl bekanntesten Objekte, die nach diesem Verfahren hergestellt werden, sind die berühmten Legosteine. Aber auch die Müllcontainer vor Ihrem Haus werden mit dem Verfahren herstellt.
Das Entscheidende beim Spritzguss ist die Erstellung der Gussform. Mit der Qualität der Form wird die Zykluszeit (Zeit vom Einspritzen bis zum Herauslösen des Objekts), die Genauigkeit, die Oberflächenqualität und viele weitere Parameter festgelegt. Daher wird in die Erstellung der Form auch ein großer Teil der Entwicklungsarbeit investiert.
Sie sehen gerade einen Platzhalterinhalt von Standard. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf den Button unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Weitere InformationenQuelle: YouTube / oncampusFHL
Kostenberechnung
Beim Spritzgießen ist die Erstellung der Form der größte Kostentreiber. Für sehr große Objekte mit hohen Qualitätsanforderungen sind bis zu sechsstellige Beträge möglich. Für kleine, einfache Objekte von geringerer Qualität und bei Losgrößen von < 5.000 Stück können Sie mit Kosten ab ca. EUR 2.500 rechnen. Typische Werkzeuge zur Produktion mehrerer Tausend Stück kosten typischerweise (für ‘normale’ Bauteile) ca. EUR 15.000 – 25.000.
Vorteile
- Kosten: Die Formerstellung ist Kostentreiber; Abformungen sind relativ einfach und kostengünstig. → Bei hohen Stückzahlen ist das Verfahren fast konkurrenzlos günstig.
- Qualität: Je nach Produktanforderungen können sehr hohe Genauigkeiten und Oberflächenwerte erreicht werden.
- Bandbreite: Es steht eine große Anzahl an Kunststoffen zu Verfügung.
Nachteile
- Anfangsinvestition: Die Formenerstellung ist enorm kostenintensiv. → Stückzahlpreis bei geringen Stückzahlen sehr hoch.
- Geringe Flexibilität: Die Form kann nicht ohne Weiteres verändert werden. Für Veränderungen am Objekt muss häufig eine neue Form bzw. ein neuer Einsatz für eine Form hergestellt werden.
- Eingeschränkte Komplexität: Mehrmaterialkomponenten (oder komplexe Objekte) können zwar durch die Verwendung von mehrteiligen Formen erstellt werden, allerdings erhöht dies die Kosten stark.
Anwendungen
Der Spritzguss eignet sich für die Herstellung von Kunststoffobjekten jeglicher Art in hohen bis sehr hohen Stückzahlen.
Tiefziehen
Das Verfahren
Eine Materialplatte (Kunststoff) wird erhitzt und mittels Unterdruck/eines Vakuums auf eine Form aufgesaugt/gepresst. Die Kunststoffplatte nimmt nun die Kontur der Form an und härtet in dieser Position aus. Die Formen für dieses Verfahren sind meist deutlich günstiger herzustellen als für den Spritzguss. Allerdings gibt es in der Bauteilgeometrie einige Einschränkungen. Es lassen sich nur solche Objekte herstellen, die aus einer Kunststoffplatte geformt werden können (meist Becher/Sichtverpackungen s. g. „Blister“).
Sie sehen gerade einen Platzhalterinhalt von Standard. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf den Button unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Weitere InformationenQuelle: YouTube / Bernard Vanosmael
Kostenberechnung
Die Gestalt des Objekts hat auch beim Tiefziehen einen großen Einfluss auf die Kosten. Die Form/das Werkzeug ist allerdings weniger kostenintensiv als beim Spritzgussverfahren. Der Materialverbrauch ist auch ein Kostenfaktor, zumal je nach Gestalt des Objekts relativ viel Material abgeschnitten wird (insb. am Rand). Die Arbeitskosten für die Nachbearbeitung der Objekte sind für die Serienfertigung beim Tiefziehen nicht von entscheidender Bedeutung.
Vorteile
- Kostengünstig: Bei typischen Tiefziehformen wie Blistern ist das Verfahren kostengünstig.
- Variabel: Auch sehr große Teile und verschiedene Materialien können realisiert werden.
Nachteile
- Bauteiltypen: Geringe Anzahl an Arten von Bauteilen herstellbar.
- Komplexität: Komplexe Kunststoffteile mit unterschiedlichen Wandstärken, Öffnungen, etc. sind nicht oder nur mit großem Aufwand möglich.
Anwendungen
Am weitesten verbreitet ist das Tiefziehen bei der Herstellung von Verpackungsmaterial (Blister) und von simplen Einwegartikeln wie Trinkbecher. In der Automobilindustrie werden aber auch Formbauteile mit diesem Verfahren hergestellt.
Vergleich der Fertigungsmethoden
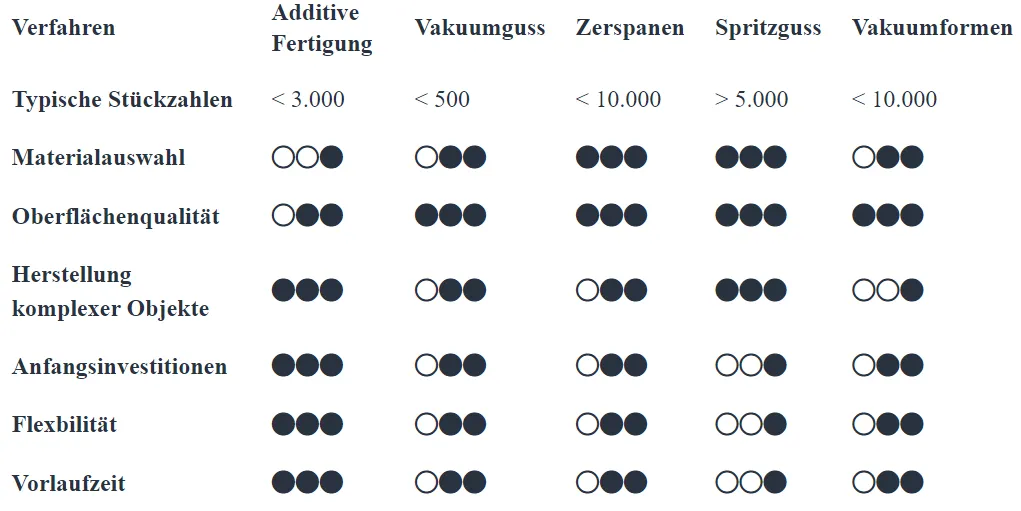
Zusammenfassung
Auf dem Weg vom Prototyp zum fertigen Serienprodukt können allerhand Unwägbarkeiten auftauchen. Für Massenwaren ist eine Null- oder Vorserie empfehlenswert. Damit können Sie das Produkt/die Produktion gut testen. Bevor Sie das Produkt in die Massenfertigung (meist Spritzguss) geben. Bei geringeren Stückzahlen, (einige 100 bis wenige 1.000) und insbesondere bei kleinen/mittelgroßen Objekten, bietet die additive Fertigung eine schnelle und flexible Alternative zu den traditionellen Fertigungsmethoden. Ein weiterer Vorteil der 3D-Druckverfahren ist die signifikante Vereinfachung der Konstruktionsarbeit und des Produktionsprozesses.
Über 3Faktur: 3Faktur ist Spezialist für 3D-Druck, Rapid Prototyping und Rapid Manufacturing. Wir arbeiten mit dem Multi Jet Fusion-Verfahren von HP und bieten unterschiedliche Materialien für den Prototypenbau und die Serienproduktion an. Sollten Sie Fragen zu Ihrem Projekt haben, können Sie uns gern kontaktieren.
