

Bei den 3D-Druckverfahren spielt die Orientierung der Bauteile im Bauraum während des Druckvorgangs eine große Rolle für die Qualität des Ergebnisses. Beim HP Multi Jet Fusion Verfahren sind keine Stützstrukturen notwendig, da es sich um ein Pulverbettverfahren handelt. Während des Druckvorganges können Kapillareffekte auftreten. Auch die Hitzeprofile der einzelnen Bauteile sind ein wichtiger Faktor, daher spielt die Bauteilorientierung für die Qualität der gedruckten Objekte eine Rolle.
Bauteilorientierung bei HP Multi Jet Fusion
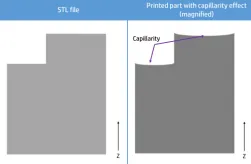
Oberseite/Unterseite
Das Besondere beim Jet Fusion Verfahren ist das Aufsprühen einer wärmeleitenden Flüssigkeit auf das Materialpulver. Dadurch sinkt das Pulver etwas ab. Allerdings passiert an den Rändern durch Kapillareffekte das Gegenteil. Das Flüssigkeits-Pulvergemisch wird etwas nach oben gezogen. Im Ergebnis sind die Flächen leicht konkav, d. h. mit nach oben stehenden Rändern (Größenordnung bis ≈ 0,1 mm). Die Hitzequelle wirkt von oben auf den Bauraum, dadurch werden die nach oben orientierten Flächen heißer und auch etwas rauer. Auf der „Unterseite“ sind die Flächen ansprechend glatt, allerdings sind die Kanten zum Objekt hin leicht abgerundet.



Treppenstufeneffekte
Die s. g. Treppenstufen sind die sichtbaren Schichten, die für die Produktion im 3D-Druck typisch sind und hauptsächlich in der Z-Dimension entstehen. Bei geraden Flächen werden sie in der Regel kaum oder nicht sichtbar. Insbesondere bei Rundungen und flachen Winkeln werden die Schichten erkennbar. Wir bieten Nachbehandlungen an, die diese Treppenstufen reduzieren können (Gleitschleifen, Lackieren).






Genauigkeit / Auflösung
Die Genauigkeit (Auflösung) des HP Jet Fusion-Verfahrens hängt eigentlich von der Tröpfchengröße (20 µm) des Fusing-Agents und von der Schichtstärke ab mit der gedruckt wird. Da das Materialpulver aber eine Körnergröße von 60 µm hat, liegt hier eine Limitierung der Genauigkeit vor.
- Auf der X-Y-Ebene wird mit einer Auflösung von 1.200 dpi gearbeitet.
- Die Z-Ebene hat eine Auflösung von 80 µm und ist meist der limitierende Faktor für die Genauigkeit.
- Abweichungen vom Originalmaß entstehen bei HP Jet Fusion fertigungsbedingt. Das Materialpulver wird geschmolzen und kühlt anschließend langsam ab. Die entstehenden Schrumpfungen und Materialspannungen sind der Grund für eventuelle Abweichungen vom Original.
- Dieser Effekt ist durch die geringere Auflösung in der Z-Ebene stärker ausgeprägt.
Mögliche Orientierungen im Bauraum
Es gibt eigentlich nur zwei sinnvolle Möglichkeiten der Bauteilorientierung im Bauraum (flach bzw. schräg).
- Der Normalfall ist die flache Orientierung, dies erhöht die Genauigkeit.
- Eine schräge Orientierung erhöht die Gleichmäßigkeit der Oberflächen, geht jedoch zu Lasten der Genauigkeit.


Spezialfälle
- Um Verzug zu vermeiden, sollte immer flach gedruckt werden, da bei einer schrägen Ausrichtung sich die Wahrscheinlichkeit für Verzug erhöht.
- Rundungen sollten immer flach orientiert werden, da durch die sichtbaren Schichten das Objekt nicht perfekt rund wird.
- Geometrieabhängig kann eine besondere Orientierung für bestimmt Objekte ebenfalls sinnvoll sein. Insbesondere bei Bauteilen, wo das Hitzeprofil eine Rolle spielt, wie bei filigranen Bauteilen, Gehäuseteilen oder bei großen Hohlräumen kann dies notwendig werden. Bitte weisen uns auf solche Sonderfälle hin.
Die Erfahrungen aus über 100.000 gedruckten Objekten pro Jahr ermöglicht es unseren Ingenieuren Ihre Bauteile optimal im Bauraum zu orientieren. Wenn Sie Sonderwünsche in Bezug auf die Orientierung Ihres Bauteils haben, benachrichtigen Sie uns, wir prüfen dann die Durchführbarkeit.

Über 3Faktur: 3Faktur ist Spezialist für 3D-Druck, Rapid Prototyping und Rapid Manufacturing. Wir arbeiten mit dem Multi Jet Fusion-Verfahren von HP und bieten unterschiedliche Materialien für den Prototypenbau und die Serienproduktion an. Sollten Sie Fragen zu Ihrem Projekt haben, können Sie uns gern kontaktieren.

