Our daily business is Rapid Prototyping and small series production. Dozens to hundreds of prototypes and workpieces leave our production facilities every day and go to engineers and product developers. When discussing projects, the most frequently discussed question is the appropriate method or material. There are many factors that influence this choice, but the most common ones are:
- Costs – the cost difference between direct metal 3D printing and FDM can be a factor of 100
- Speed – in some processes, overnight production is possible
- Material properties – mechanical, chemical & thermal resistance
- Desired visual effects – color, surface quality, etc.
- Accuracy / tolerances of the respective processes
While the first four factors can often be narrowed down using the process of elimination, the question of tolerance is often more complex. In the following article, we will provide you with a brief overview of what to consider when it comes to accuracy and tolerances in 3D printing.
General Information about Tolerances in 3D Printing
In most processes, the tolerance deviation is at a minimum of 0.1 mm. Thus, the deviations in 3D printing are larger than in other processes, such as injection molding or subtractive manufacturing. While tolerances in the range of tenths of a millimeter are not uncommon in plastic injection molding, subtractive processing of metal can be done in the hundredths of a millimeter range.
A common misconception is the confusion between resolution and tolerance. If, for example, a PolyJet printer has a resolution (in the Z direction) of only 15 µm, it does not mean that the tolerance is correspondingly low.
Source of Error #1:
Conversion from STP to STL
In order to be used for 3D printing, an STL file is required. This file is exported from a CAD program or converted from a CAD file. The typical file format for this purpose is the STP format. During the conversion from STP to STL, inaccuracies in the hundredth of a millimeter range can occur.
A particular problem arises with the surface. Since an algorithm (STP) is transformed into a mesh, simplified as a network of triangles, the surface must be simplified. The lower the resolution chosen, the greater the deviation from the desired state. On the other hand, if the resolution is too high, the models become so large that they can no longer be processed.
If you are unsure about the resolution to choose, simply send us the STP file, and we will select the technically maximum resolution.
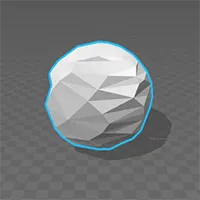
File size: 0.01 MB
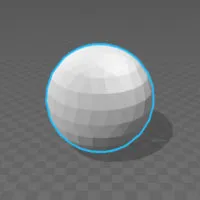
File size: 0.03 MB
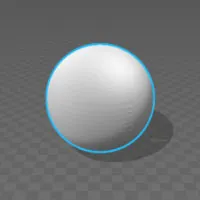
File size: 0.5 MB
File size: 3.7 MB
Source of Error #2:
Tolerances in 3D Printing by Process
- SLA (Stereolithography): ± 0.2% (with a lower limit of ± 0.2 mm)
SLA (including DLP) is the most accurate process along with PolyJet. The diameter of the laser is usually around 100-150 µm, which is significantly smaller compared to, for example, FDM. Tolerances occur due to warping. Be cautious with thin large surfaces as they can deform significantly (similar to most processes). - DLP: ± 0.1 – 0.2% (with a lower limit of ± 0.1 – 0.2 mm)
DLP works in a similar way to stereolithography, but instead of lasers, projectors are used. The tolerance depends on the resolution. We only use machines with very small build volumes (<= 10 cm side length). At this size, the systems generally have very low tolerances of around 100 µm (for 3D printing). - SLS (Selective Laser Sintering): ± 0.3% (with a lower limit of ± 0.3 mm)
SLS is one of the most popular rapid prototyping processes. This is mainly due to the design freedom (no support structures) and the robust material. The process involves working with heat, which can unfortunately cause shrinkage or warping. - HP Jet Fusion: ± 0.3% (with a lower limit of ± 0.3 mm)
HP Jet Fusion is a novel process that, like laser sintering, primarily works with polyamide 12. The heat impact is “gentler” compared to laser sintering, resulting in less pronounced shrinkage, but other typical heat-related errors can occur (e.g., warping). - FDM/FFF: ± 0.5% (with a lower limit of ± 0.5 mm)
FDM printers usually print with ABS and PLA plastics. ABS shrinks by about 8% during cooling, while PLA only shrinks by about 2%. These are just guidelines that can vary depending on the specific PLA or ABS used.
Differentiate between systems. While semi-professional systems (used in our FDM area) operate with tolerances in the aforementioned range, high-end FDM printers (e.g., Stratasys systems) offer significantly lower tolerances of around 0.1 mm. However, the printing costs with these systems are also much higher. - SLM (Direct Metal 3D Printing): ± 0.5% (with a lower limit of ± 0.5 mm)
Similar issues occur with direct metal 3D printing as with laser sintering. Due to the temperatures involved, there can be warping. Overall, the parts are almost pore-free, with surface roughness up to 20 µm. In construction, it is often common to apply an additional 1-2 mm of material on critical surfaces and mill these surfaces after printing. This can significantly improve tolerances and achieve the desired surface quality. - PolyJet: ± 0.1 – 0.2% (with a lower limit of ± 0.1 – 0.2 mm)
Parts printed with PolyJet are very accurate because UV radiation is used instead of heat. Even with models that are thin-walled, shrinkage or tensions are usually barely measurable.
Source of Error #3:
Design & Orientation in 3D Printing
A compact component is generally built much more accurately than a very delicate one. Furthermore, it is often the case that the same model, when oriented differently in the printer, leads to different results. Therefore, it is helpful to indicate which surfaces are functional surfaces, so that we can take this into account during printing.
Source of Error #4:
Post-Processing
Every 3D print requires post-processing. In the case of stereolithography/DLP, FDM, and PolyJet, support structures or materials (PolyJet) must be removed. In all of the mentioned processes, hand sanding and blasting with compressed air (using different blasting media depending on the material) are performed. In the case of lasersintering, the surface is rough and therefore polished using a sliding process.
If you have high tolerance requirements, we usually reduce these post-processing steps to a minimum. This may result in lower surface quality, but the tolerance will be lower. In this case as well, it is best to discuss your requirements with us so that we can choose the best possible process chain for you.
External Links
- You can find a very informative article about tolerances and reproducibility in FDM printing here.
- For guidelines on designing in Solidworks for 3D printing, please refer to this source.
About 3Faktur: 3Faktur specializes in 3D printing, rapid prototyping, and rapid manufacturing. We utilize HP’s Multi Jet Fusion technology and offer various materials for prototyping and series production. If you have any questions about your project, feel free to contact us.
